-
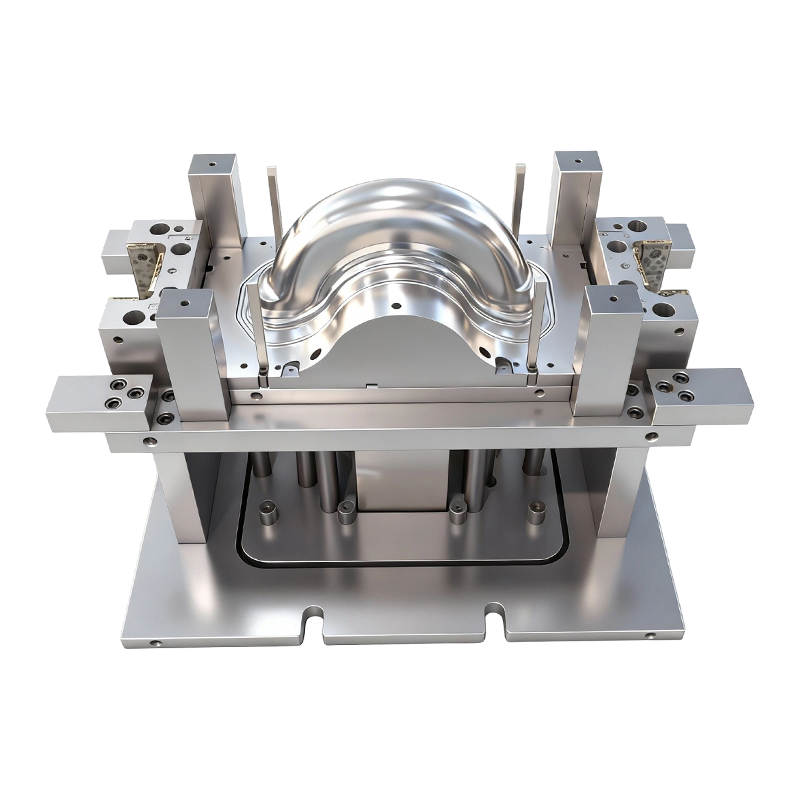
Kalup za duboko izvlačenje prednjih i stražnjih kotača električnih vozila na dva kotača
Ovaj kalup za duboko izvlačenje prednjih i stra...
-
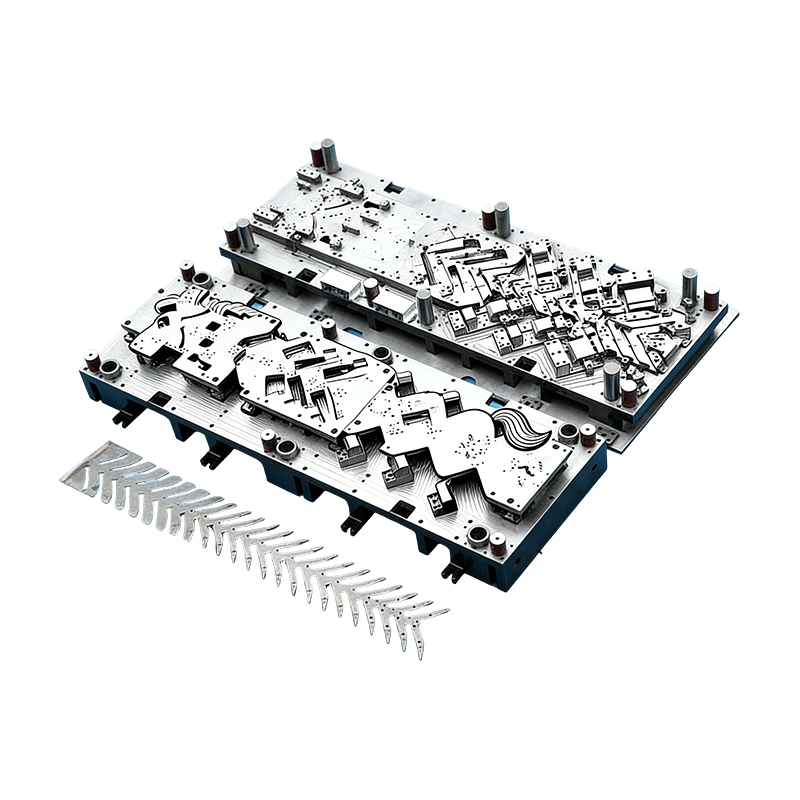
Progresivni kalupi za automobilske dijelove
Ovaj kontinuirani kalup za kućišta automobilski...
-
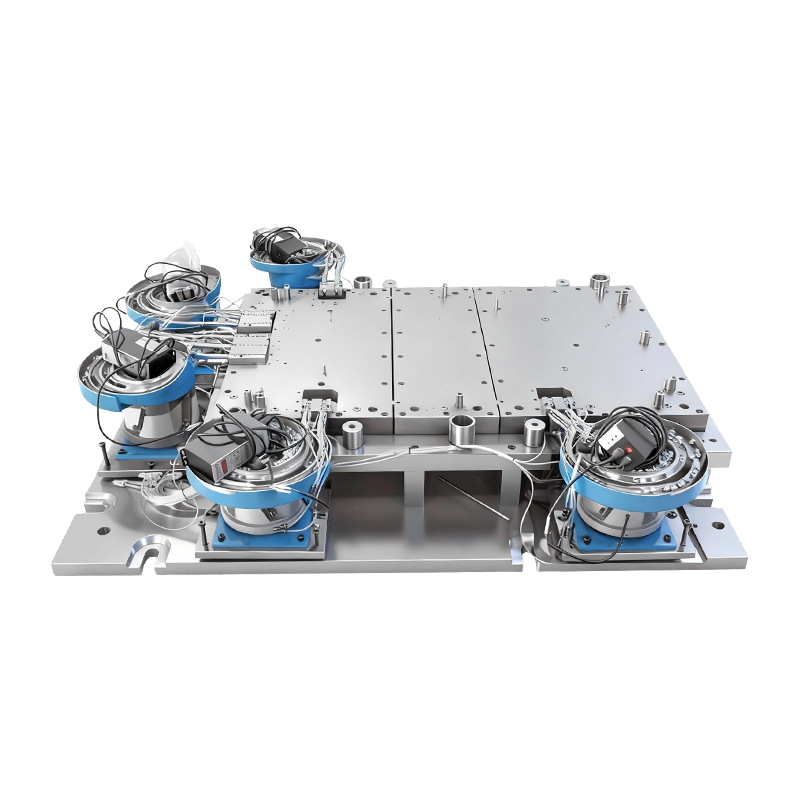
Automatski kalup za zakivanje za bazu velikog računala
Ovaj automatski kalup za zakivanje za veliku ba...
-
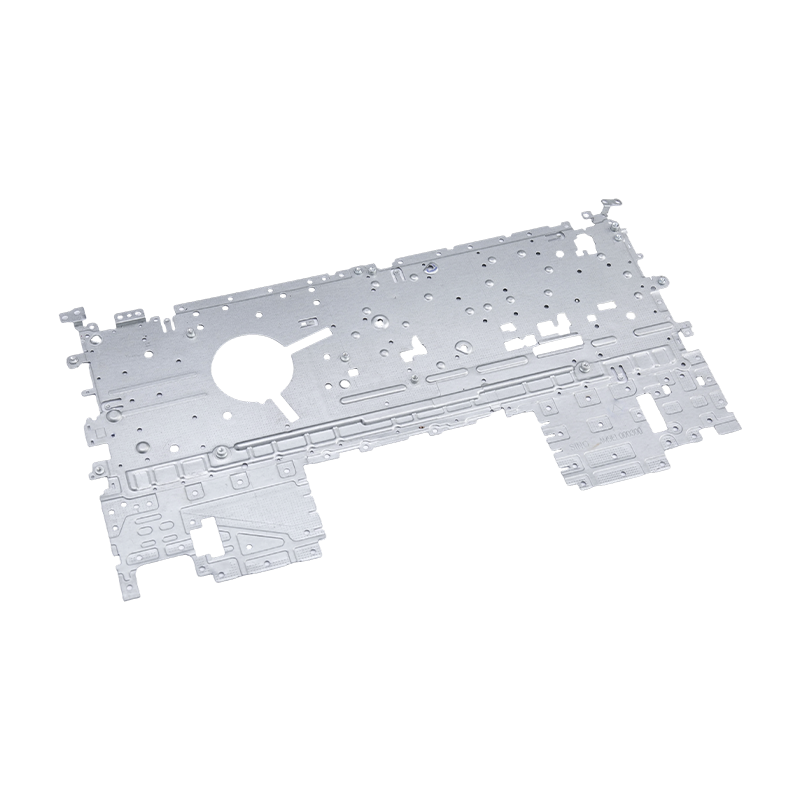
Dijelovi za utiskivanje prijenosnog računala
Naši dijelovi za utiskivanje prijenosnih računa...
-
Vrhunski dijelovi za utiskivanje pećnice
Naši vrhunski dijelovi za utiskivanje pećnica p...
-
Vrhunski veliki računalni dijelovi za žigosanje
Naši vrhunski dijelovi za utiskivanje velikih r...
Vijesti iz industrije
Dom / Vijesti / Vijesti iz industrije / Koja je razlika između tradicionalnih i simulacijski optimiziranih matrica za automobile?
Koja je razlika između tradicionalnih i simulacijski optimiziranih matrica za automobile?
2026-03-02
Zašto je razlika između tradicionalnih i simulacijski optimiziranih matrica sada važna
Matrice za žigosanje automobila uvijek su bili među tehnički najzahtjevnijim ulaganjima u alate u proizvodnji vozila. Jedan set matrica za karoserijsku ploču može predstavljati stotine tisuća dolara u inženjeringu, strojnoj obradi i vremenu testiranja—a posljedice pogrešnog dizajna mjere se ne samo troškovima prerade, već i odgođenim lansiranjem proizvodnje, povećanim stopama otpada i ugroženom kvalitetom dijelova koja se širi kroz nizvodne operacije sklapanja. Desetljećima se dizajn matrice oslanjao na akumulirano empirijsko znanje iskusnih alatničara: iterativne fizičke probe, ručne prilagodbe sile držača matrice i geometrije izvlačenja, te progresivno usavršavanje putem pokušaja i pogrešaka sve dok matrica nije dosljedno proizvodila prihvatljive dijelove.
Prelazak na automobilske matrice za utiskivanje optimizirane za simulaciju nije se dogodio preko noći, ali se njegov tempo naglo ubrzao kako su programi za vozila istovremeno postali složeniji i vremenski komprimiraniji. Osobito su električna vozila uvela nove materijalne izazove - kućišta baterija od legure magnezija i aluminija, konstrukcijske komponente od čelika ultra visoke čvrstoće i složene duboko izvučene geometrije koje pomiču granice oblikovanja - s kojima se tradicionalni empirijski pristup ne može pouzdano pozabaviti unutar sažetih razvojnih rokova koje zahtijeva tržište. Razumijevanje konkretnih razlika između tradicionalnog i simulacijski optimiziranog dizajna i proizvodnje matrica ključno je za inženjerske timove koji procjenjuju svoje razvojne procese alata 2025. i kasnije.
Kako zapravo funkcionira razvoj tradicionalnih matrica za žigosanje automobila
Tradicionalni razvoj matrice za automobilsko utiskivanje započinje geometrijom dijela i specifikacijom materijala, od kojih iskusni dizajner matrice konstruira koncept matrice na temelju utvrđenih pravila dizajna i usklađivanja uzoraka s prethodnim sličnim dijelovima. Geometrija bušilice, matrice, držača matrice i seta matrice definirana je kombinacijom formula iz priručnika, vlasničkih smjernica za dizajn i prosudbe dizajnera. Veličina praznine procjenjuje se korištenjem metoda temeljenih na površini ili pojednostavljenog geometrijskog odvijanja, a položaji izvlačnih zrna i sile ograničenja odabiru se na temelju općeg iskustva s usporedivim oblicima ploča, a ne analize specifičnog stanja naprezanja u trenutnom dijelu.
Faza fizičke probe je mjesto gdje tradicionalni proces ili potvrđuje ili razotkriva ograničenja ovog pristupa. Kada početna matrica proizvodi dijelove s naborima u područjima niskog naprezanja, pucanje na malim radijusima, prekomjerno stanjivanje materijala na kritičnim strukturalnim mjestima ili oprugu koja gura formiranu geometriju izvan raspona tolerancije od ±0,02 mm potrebnog za precizno sastavljanje panela karoserije, odgovor je fizička intervencija: podešavanje sile držača slijepe ploče pomoću dodataka podložaka, modificiranje geometrije izvlačne kugle zavarivanjem i ponovno brušenje, mijenjanje površinske obrade u zonama visokog trenja ili rezanje površina kalupa kako bi se promijenili obrasci strujanja metala. Svaka intervencija zahtijeva novu probu, a složene ploče mogu zahtijevati desetke ponavljanja prije nego što matrica proizvede dosljedno prihvatljive dijelove.
Troškovi ovog pristupa su značajni. Vrijeme fizičkog testiranja na velikoj prijenosnoj preši ili liniji progresivnog kalupa je skupo, a inženjerski rad potreban za dijagnosticiranje nedostataka, projektiranje intervencija i izvođenje modifikacija brzo se nakuplja na izazovnim pločama. Što je još važnije, empirijski pristup ne daje jamstvo konvergencije—neki dizajni matrica temeljeni isključivo na iskustvu postižu lokalni optimum koji se ne može poboljšati bez temeljnog redizajna, što je situacija koja možda neće postati očita sve dok se već ne ulože značajna sredstva u fizički alat.
Što se dizajn matrice optimiziran simulacijom mijenja u procesu razvoja
Razvoj matrice za automobilsko utiskivanje optimiziran simulacijom zamjenjuje velik dio fizičkog ciklusa pokušaja i pogrešaka virtualnom analizom oblikovanja koja se provodi prije nego što se bilo koji metal reže. Softver za analizu konačnih elemenata (FEA) modelira kompletan proces oblikovanja - od kontakta slijepe ploče s držačem slijepe ploče do pune dubine izvlačenja - izračunavajući naprezanje, deformaciju, raspodjelu debljine i povratno ponašanje metalnog lima pod primijenjenom geometrijom alata i uvjetima procesa. Izlaz simulacije identificira potencijalne lokacije defekata: područja koja se približavaju krivulji granice oblikovanja gdje je rizik od pucanja povećan, zone nakupljanja tlačnog naprezanja gdje će doći do bora i područja prekomjernog stanjivanja koja bi ugrozila strukturnu izvedbu ili kvalitetu površine.
Kritično, simulacija omogućuje parametarsku optimizaciju koja bi bila praktički nemoguća kroz fizičku probu. Sila držača slijepog uzorka može varirati u svom punom izvedivom rasponu u minutama vremena izračuna kako bi se pronašla vrijednost koja istovremeno suzbija naboranje i izbjegava pucanje—suprotni načini kvarova koji čine kalibraciju sile držača slijepog uzorka tako izazovnom u tradicionalnom razvoju matrice. Geometrija izvlačenja, položaj i sila ograničenja mogu se optimizirati za svaki odjeljak praznog perimetra neovisno, uzimajući u obzir otpor protoka ovisan o smjeru koji je potreban za upravljanje distribucijom metala u složenim asimetričnim geometrijama ploča. Odabir površinske obrade—uključujući ultra-glatke Ra ≤ 0,05μm završne obrade potrebne u zonama dubokog izvlačenja—može se procijeniti kroz studije osjetljivosti koeficijenta trenja koje kvantificiraju kako poboljšanja kvalitete površine utječu na rezultate oblikovanja prije nego što se posveti operacijama strojne obrade i završne obrade kojima se oni postižu.
Matrice za duboko izvlačenje za EV komponente: gdje simulacija postaje ključna
Prijelaz na električna vozila uveo je izazove oblikovanja koji čine simulaciju ne samo povoljnom već i praktično potrebnom. Matrice za duboko izvlačenje za komponente specifične za EV - posebno kućišta baterija od legure magnezija i aluminija s omjerima dubokog izvlačenja većim od 2,5:1 - rade na granici onoga što materijal može izdržati bez kvara. Ponašanje granice oblikovanja aluminijskih legura bitno se razlikuje od blagih čelika i čelika visoke čvrstoće oko kojih je akumulirano iskustvo tradicionalnog razvoja matrica za utiskivanje automobila: aluminij pokazuje nižu sposobnost oblikovanja, jače učinke anizotropije i veću osjetljivost na brzinu deformacije i temperaturu od uobičajenih vrsta čelika za panele karoserije.
Alati za simulaciju kalibrirani s točnim podacima o svojstvima materijala—uključujući krivulje formiranja graničnih krivulja, koeficijente anizotropije i krivulje naprezanja protoka utvrđene testiranjem fizičke karakterizacije materijala—mogu predvidjeti hoće li predložena geometrija matrice uspješno oblikovati aluminijsko kućište baterije bez pucanja na polumjeru proboja ili naboranja u prirubnici, prije bilo kakvog ulaganja u alat. Ova sposobnost predviđanja posebno je vrijedna za omjere dubokog izvlačenja iznad 2,5:1, gdje se procesni prozor između načina kvara naboranja i pucanja sužava do točke da je malo vjerojatno da će empirijska prilagodba pronaći stabilne radne uvjete bez sustavnog računalnog vodstva.
Predviđanje stanjivanja materijala još je jedan kritični rezultat simulacije za EV kalupe za duboko izvlačenje. Kućišta baterija i strukturne EV komponente imaju definirane minimalne zahtjeve debljine stijenke potaknute strukturnom analizom i sigurnosnim standardima. Simulacija omogućuje dizajnerima matrice da potvrde da stanjivanje u najteže rastegnutim regijama ostaje unutar dopuštenih granica u cijelom rasponu proizvodnih varijacija - raspršenost svojstava materijala, tolerancija debljine slijepog uzorka, varijacija uvjeta podmazivanja - umjesto samo na nominalnoj projektnoj točki koju predstavlja fizička proba.
Direktna usporedba: razvoj tradicionalnog u odnosu na simulacijski optimiziranu matricu
Praktične razlike između ova dva pristupa najbolje se razumiju kroz ključne dimenzije koje pokreću troškove programa, vrijeme i rezultate kvalitete:
| Razvojna dimenzija | Tradicionalni pristup | Pristup optimiziran simulacijom |
| Vrijeme otkrivanja kvara | Fizičko ispitivanje, naknadna obrada | Virtualna analiza, prethodna strojna obrada |
| Optimizacija sile držača slijepa | Empirijsko podešavanje podmetača | Parametarski FEA pregled |
| Mogućnost materijala aluminij/EV | Nepouzdan iznad 2,0:1 omjera izvlačenja | Validirano za omjere veće od 2,5:1 |
| Upravljanje oprugom | Smanjenje naknada temeljem pokušaja i pogreške | Predviđeno i unaprijed kompenzirano u CAD-u |
| Postizanje tolerancije (±0,02 mm) | Potrebno je više ponavljanja isprobavanja | Sposobnost prvog udarca znatno veća |
| Rizik vremenskog rasporeda programa | Visoka, nepredvidive iteracije isprobavanja | Smanjeno, glavni problemi riješeni virtualno |
Integracija inteligentnog nadzora i uloga modularnih struktura kalupa
Optimizacija simulacije ne završava kada je dizajn matrice finaliziran i strojno obrađen. Moderni automobilski kalupi za utiskivanje sve više integriraju inteligentne sustave nadzora—senzore u kalupu koji mjere raspodjelu sile praznog držača, senzore akustične emisije koji detektiraju početak pukotine i vizualne sustave koji provjeravaju geometriju dijelova pri brzini prešanja—koji pružaju povratne informacije u stvarnom vremenu tijekom proizvodnje. Ova infrastruktura za praćenje omogućuje procesnim inženjerima da otkriju odstupanje od optimiziranih uvjeta oblikovanja koje je simulacija uspostavila kao stabilan radni prozor, pokrećući korektivne radnje prije nego što se stope nedostataka povećaju, a ne nakon nakupljanja otpada.
Modularne strukture matrice dodatno proširuju vrijednost optimizacije simulacije dopuštajući pojedinačnim komponentama matrice - umetcima na mjestima kritičnim za habanje, segmentima izvlačnih perli, dijelovima slijepog držača - da budu neovisno zamijenjene kada trošenje degradira njihovu geometriju ispod tolerancije potrebne za održavanje optimiziranih uvjeta oblikovanja. Umjesto povlačenja cijelog kompleta matrica kada se jedno područje približi istrošenosti, modularna konstrukcija omogućuje ciljanu zamjenu zahvaćenih komponenti, čuvajući ulaganje u preostalu strukturu matrice i održavajući kvalitetu površinske obrade—Ra ≤ 0,05 μm u kritičnim zonama oblikovanja—o kojoj ovisi proces optimiziran simulacijom za dosljedne uvjete trenja i kvalitetu dijelova.
Praktične smjernice za inženjerske timove koji procjenjuju tranziciju
Inženjerski timovi koji razmatraju prijelaz s tradicionalnog na razvoj matrice za automobilsko žigosanje optimiziran simulacijom trebali bi procijeniti svoj trenutni proces prema nekoliko praktičnih kriterija. Slučaj za ulaganje u simulaciju je najjači kada program uključuje bilo koju od sljedećih karakteristika s kojima se tradicionalne empirijske metode loše nose:
- Napredni materijali od čelika ili aluminijskih legura visoke čvrstoće kod kojih su granične granice oblikovanja uske, a varijacija svojstava materijala ima značajan utjecaj na rizik od oštećenja
- Matrice za duboko izvlačenje ciljajući omjere izvlačenja iznad 2,0:1, posebno za kućišta baterija za EV i strukturne šuplje komponente gdje su granice stanjivanja materijala strogo određene
- Paneli karoserije sa zahtjevima za površinu klase A gdje su defekti naboranosti ili deformacije površine kozmetički neprihvatljivi i ne mogu se tolerirati čak ni privremeno tijekom testiranja
- Programi sa komprimiranim vremenskim rokovima razvoja gdje produžena fizička probna ponavljanja predstavljaju neprihvatljiv raspored rasporeda
- Proizvodnja velike količine odustaje tamo gdje je amortizirani trošak ulaganja u simulaciju zanemariv u odnosu na dobitke učinkovitosti proizvodnje od stabilnijeg i robusnijeg procesa oblikovanja
Investicija potrebna za implementaciju simulacijski optimiziranog razvoja matrice za automobilsko žigosanje obuhvaća licenciranje softvera, testiranje karakterizacije materijala za popunjavanje točnih kartica materijala za simulaciju i razvoj inženjerskih vještina potrebnih za tumačenje rezultata simulacije i njihovo prevođenje u djelotvorne odluke o dizajnu matrice. Ti su troškovi stvarni, ali se dosljedno nadoknađuju smanjenjem vremena fizičkog testiranja, nižim stopama otpada tijekom pokretanja proizvodnje i eliminacijom kasnih modifikacija kalupa koje predstavljaju neke od najskupljih intervencija u razvoju automobilskog programa. Za pogone koji proizvode kalupe i za tradicionalne panele karoserije i za lagane komponente specifične za EV, sposobnost simulacije nije težnja budućnosti - to je sadašnji konkurentski zahtjev.

Prethodni post
Koje su ključne razlike između mikrožigosanja i standardnih elektroničkih dijelova?
Sljedeći post
Kako napredni čelici visoke čvrstoće mijenjaju proizvodnju dijelova za utiskivanje automobila?
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
