-
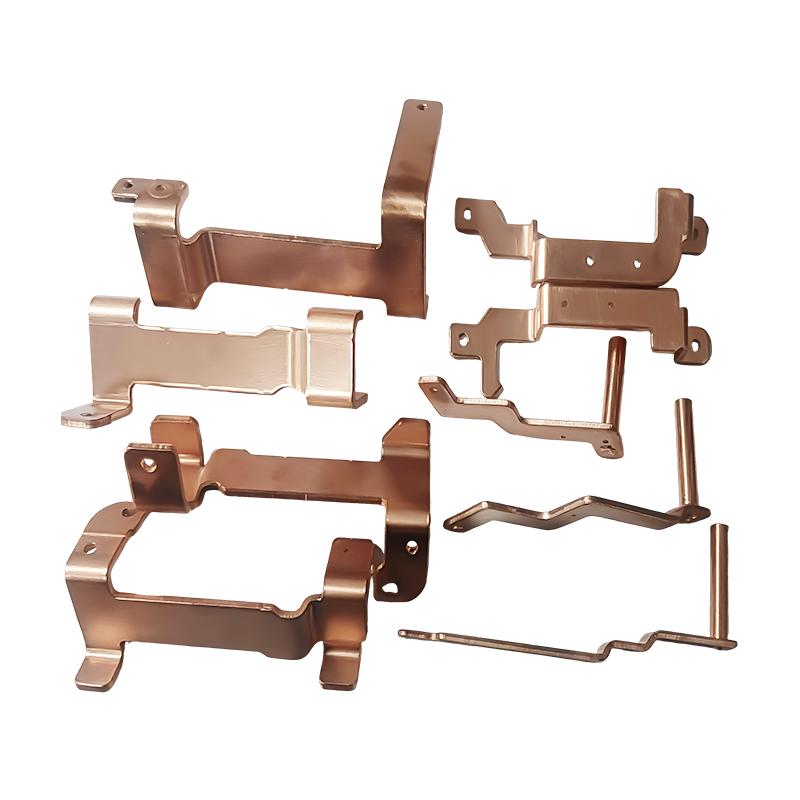
Dijelovi za utiskivanje bakrenih sabirnica novih energetskih vozila
Dijelovi za utiskivanje bakrenih sabirnica novi...
-
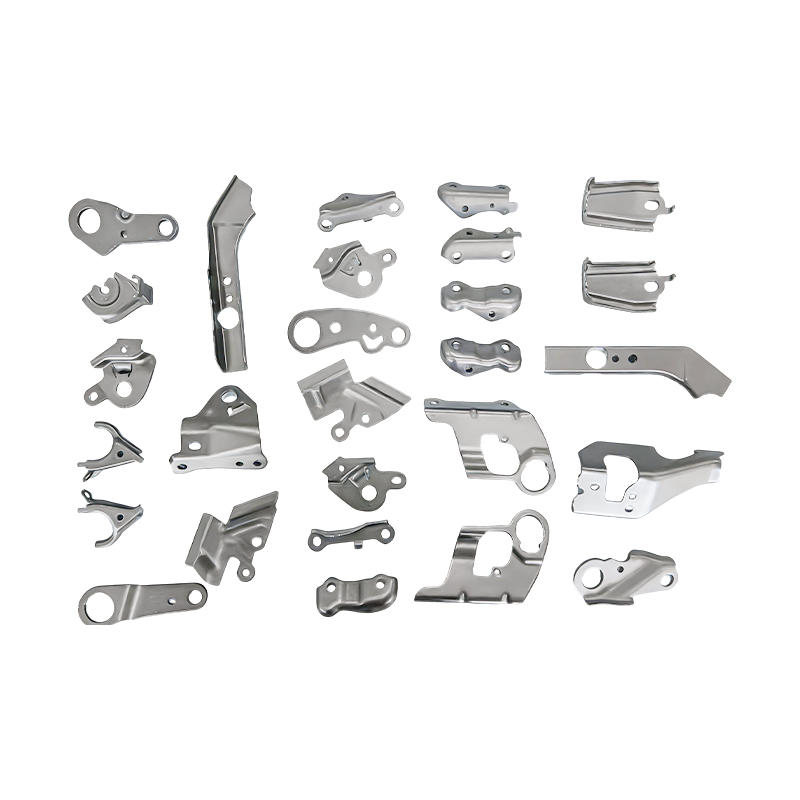
Dijelovi za progresivno utiskivanje malih automobilskih dijelova
Naši dijelovi za progresivno utiskivanje malih ...
-

Dijelovi za utiskivanje teških kamiona
Naši dijelovi za utiskivanje teških kamiona pre...
-
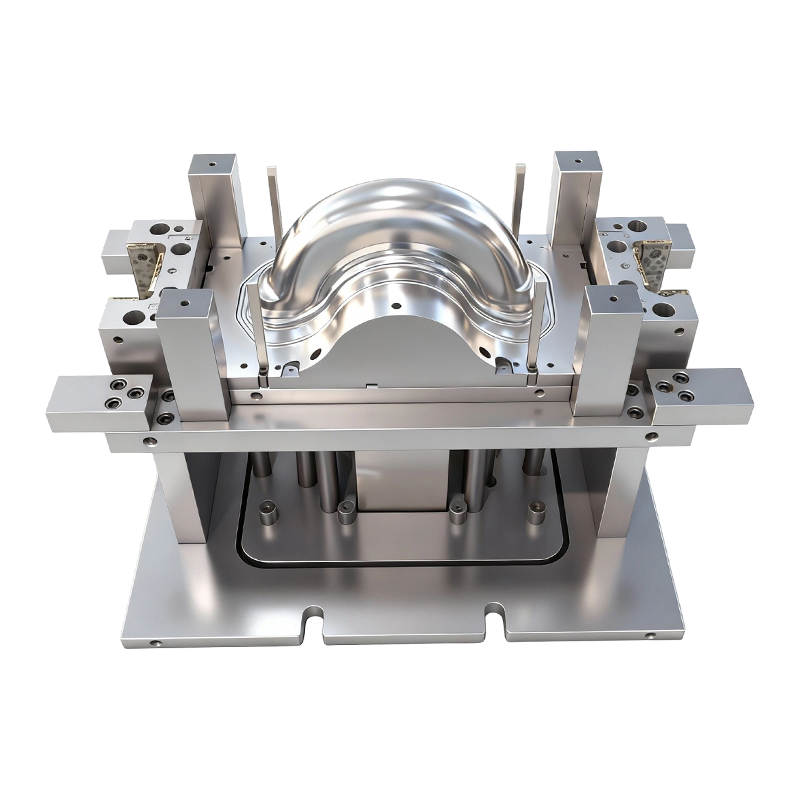
Kalup za duboko izvlačenje prednjih i stražnjih kotača električnih vozila na dva kotača
Ovaj kalup za duboko izvlačenje prednjih i stra...
-
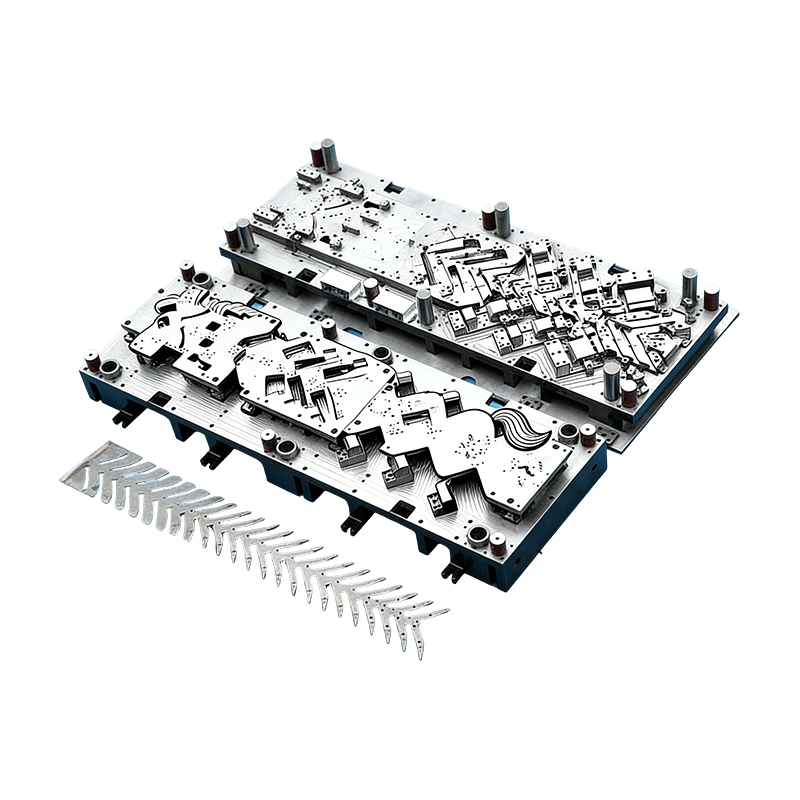
Progresivni kalupi za automobilske dijelove
Ovaj kontinuirani kalup za kućišta automobilski...
-
Automatski kalup za zakivanje za bazu velikog računala
Ovaj automatski kalup za zakivanje za veliku ba...
Vijesti iz industrije
Dom / Vijesti / Vijesti iz industrije / Koje su ključne razlike između mikrožigosanja i standardnih elektroničkih dijelova?
Koje su ključne razlike između mikrožigosanja i standardnih elektroničkih dijelova?
2026-03-09
Razumijevanje elektroničkih dijelova za žigosanje i njihove uloge u modernoj elektronici
Dijelovi za elektroničko žigosanje su precizne metalne komponente proizvedene postupkom progresivnog ili prijenosnog utiskivanja u kojem se ravni metalni lim ili zavojnica progresivno oblikuju, buše, savijaju i oblikuju pomoću očvrslih setova matrica za proizvodnju gotovih dijelova s uskim dimenzijskim tolerancijama. Ove komponente čine strukturne i električne temelje gotovo svakog elektroničkog uređaja koji se danas proizvodi — od potrošačkih pametnih telefona i prijenosnih računala do automobilskih kontrolnih modula, medicinskih implantata i industrijskih senzora. Kategorija obuhvaća ogromnu raznolikost tipova komponenti uključujući terminale, konektore, štitove, držače, kontakte, olovne okvire, raspršivače topline i opružne elemente, a svima je zajednička karakteristika da su izrađeni od metalnog lima, a ne strojno izrađeni od čvrstog materijala ili lijevani od rastaljenog metala. Unutar širokog svemira dijelova za elektroničko žigosanje, razlika između mikro-žigosanja i standardnog žigosanja predstavlja jednu od praktično najznačajnijih linija razdvajanja u proizvodnoj sposobnosti, zahtjevima procesa i prikladnosti primjene za krajnju upotrebu.
Definiranje standardnih dijelova za elektroničko žigosanje: dimenzije i mogućnosti
Standardni elektronički dijelovi za žigosanje zauzimaju široko središte industrije žigosanja, obuhvaćajući komponente s veličinama i debljinama materijala koje konvencionalni progresivni alati i standardne preše za žigosanje mogu pouzdano proizvesti u velikim količinama. U praktičnom smislu, standardni elektronički dijelovi za žigosanje obično se proizvode od metalnog lima debljine u rasponu od približno 0,15 mm do 3,0 mm, s probušenim rupama, oblikovanim značajkama i polumjerima savijanja koji su dimenzionirani u desetinkama milimetra, a ne u mikronima. Tolerancije dimenzija na standardnim elektroničkim dijelovima za žigosanje općenito su u rasponu od ±0,05 mm do ±0,1 mm, što je moguće postići uz dobro održavan konvencionalni alat na opremi za prešu u rasponu od 25-tonskih stolnih jedinica do 400-tonskih prijenosnih preša za veće komponente.
Raspon materijala za standardne elektroničke dijelove za utiskivanje je širok i uključuje hladno valjani čelik, nehrđajući čelik razreda 301 i 304, bakrene legure kao što su C110, C194 i C260 mesing, aluminijske legure 1100 i 3003 i nikal srebro. Mogućnosti završne obrade površine, uključujući galvanizaciju s kositrom, niklom, srebrom ili zlatom, rutinski se primjenjuju na standardne elektroničke dijelove za utiskivanje kako bi se postigla otpornost na dodir, otpornost na koroziju i karakteristike lemljivosti potrebne za njihov specifični krug ili mehaničku funkciju. Obujam proizvodnje za standardne elektroničke dijelove za žigosanje može se kretati od tisuća do stotina milijuna komada godišnje, s progresivnim alatima za kalupe koji omogućuju brzine ciklusa od 100 do 800 udaraca u minuti, ovisno o složenosti dijela i veličini preše.
Što definira mikrožigosanje i gdje se razlikuje od standardne prakse
Mikro-štancanje ulazi u sliku kada dimenzionalni zahtjevi elektroničkih dijelova za štancanje premašuju ono što standardni alati i kontrole procesa mogu pouzdano isporučiti. Iako ne postoji univerzalno dogovoren prag, općenito se smatra da mikrožigosanje počinje kada debljina materijala padne ispod 0,1 mm, kada se veličine probušenih elemenata približe ili premaše omjer od 1:1 s debljinom materijala (što znači da su promjeri rupa jednaki ili manji od debljine lima koji se buši), ili kada se ukupne dimenzije dijela mjere u jednoznamenkastim milimetrima s tolerancijama pooštrenim na ±0,005 mm do ±0,02 mm. Na ovoj razini, fizikalni zakoni koji upravljaju deformacijom metala, trošenjem alata i dinamikom preše zahtijevaju bitno drugačije pristupe dizajnu matrice, odabiru preše, kontroli procesa i inspekciji kvalitete u usporedbi sa standardnom proizvodnjom elektroničkih dijelova za štancanje.
Neumorna težnja elektroničke industrije prema minijaturizaciji primarna je snaga koja širi tržište za dijelove elektroničkog žigosanja s mikro žigom. Priključci za pametne telefone, komponente slušnih pomagala, nosiva kućišta senzora, kontakti elektroda srčanog stimulatora, pakiranje MEMS uređaja i fini okviri IC elektroda zahtijevaju mikro-žigosane značajke koje se jednostavno ne mogu proizvesti prema specifikacijama korištenjem konvencionalnih pristupa štancanju. Jaz između onoga što standard i mikro-žigosanje mogu postići postao je veći kako se minijaturizacija uređaja ubrzavala, čineći razliku između ove dvije kategorije komercijalno i tehnički sve značajnijom.
Dizajn alata i konstrukcija kalupa: gdje su razlike najizraženije
Alati za matrice koji se koriste za proizvodnju mikro-štancanih elektroničkih dijelova za žigosanje razlikuju se od standardnih alata u gotovo svakom aspektu svog dizajna, specifikacije materijala i procesa proizvodnje. Standardne progresivne matrice za elektroničke dijelove za utiskivanje izrađene su od vrsta alatnog čelika kao što su D2, M2 ili DC53, s razmacima od proboja i matrice koji su obično postavljeni na 5–10% debljine materijala po strani. Kod standardnih dimenzija, ovi razmaci se mogu postići s konvencionalnom CNC opremom za brušenje i EDM žicom za rezanje, a dobiveni alati mogu proizvesti milijune dijelova prije nego što je potrebna popravak.
Matrice za mikroutiskivanje za minijaturne elektroničke dijelove za utiskivanje zahtijevaju razmake mjerene u jednoznamenkastim mikronima — ponekad samo 1-3 mikrona po strani za najfinije karakteristike — zahtjevne komponente matrice proizvedene na ultra-preciznim strojevima za brušenje i profilnoj EDM opremi koja može držati tolerancije od ±0,001 mm ili više. Promjeri bušilica za mikro-žigosane značajke mogu biti samo 0,05 mm, pri kojoj je mjerilu bušilica mehanički krhka i podložna otklonu pod djelovanjem bočnih sila koje nastaju tijekom bušenja. Dizajneri matrice to kompenziraju putem rasporeda vodećih čahura koje podupiru izbijač blizu površine rezanja, smanjene ulazne duljine matrice koje minimiziraju nepodržanu duljinu izbijača i kontroliranog poravnanja između izbijača i matrice postignutog pomoću preciznih brušenih vodilica i čahura s mikronskim razmacima.
Alati od tvrdog metala — posebno vrste volframovog karbida odabrane zbog svoje kombinacije tvrdoće, žilavosti i tlačne čvrstoće — u biti su obavezne za proizvodnju dijelova za elektroničko utiskivanje s mikro utiskivanjem. Stopa trošenja alatnog čelika na mikromjernim dimenzijama proboja učinila bi alat ekonomski neodrživim unutar kratke proizvodne serije. Karbidni kalupi, iako su znatno skuplji za izradu od ekvivalenata alatnog čelika, pružaju otpornost na habanje i dimenzionalnu stabilnost potrebnu za održavanje veličine značajki i kvalitete rubova kroz milijune poteza potrebnih za isplativu proizvodnju dijelova za elektroničko žigosanje s mikro-žigom.
Zahtjevi za opremu za prešu i kontrolu procesa
Oprema za prešu koja se koristi za mikro-štancane elektroničke dijelove za žigosanje bitno se razlikuje od standardnih specifikacija za žigosanje. Standardna proizvodnja elektroničkih dijelova za utiskivanje tolerira određeni stupanj otklona okvira preše, varijacije paralelizma klizača i dinamičke vibracije koje bi bile katastrofalne na mikro razini. Preše za mikro-štancanje izrađene su prema znatno strožim specifikacijama za vođenje klizača - obično 0,003 mm ili bolja paralelnost - koristeći hidrostatske ili precizne klizne vodilice s valjkastim ležajevima koje održavaju dosljednu visinu zatvaranja bez obzira na ekscentrično opterećenje od asimetričnih geometrija dijelova.
Preše za mikro-štancanje sa servo pogonom nude posebne prednosti za preciznu proizvodnju elektroničkih dijelova za štancanje na mikro-razmjeru. Sposobnost programiranja proizvoljnih profila kliznog gibanja — sporo približavanje kontaktu za osjetljive značajke, brzi povratak za optimizaciju vremena ciklusa, kontrolirano zadržavanje u donjoj mrtvoj točki za operacije kovanog novca — pruža razinu fleksibilnosti procesa koju mehaničke preše s pogonom na ručicu ne mogu dostići. Servo preše također eliminiraju vršne vršne količine energije povezane s mehaničkim prešama koje pokreće zamašnjak, smanjujući vibracije koje se prenose na matricu i poboljšavaju dosljednost dimenzija u dugim proizvodnim serijama mikro-žigosanih elektroničkih dijelova za žigosanje.
Usporedna usporedba ključnih karakteristika
Tablica u nastavku pruža strukturiranu usporedbu glavnih razlika između mikro-žigosanja i standardnih procesa za elektroničke dijelove za štancanje po dimenzijama koje su najrelevantnije za inženjere dizajna i stručnjake za nabavu:
| Karakteristično | Standardni elektronički dijelovi za žigosanje | Dijelovi za elektroničko žigosanje s mikrožigom |
| Raspon debljine materijala | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Tolerancija dimenzija | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Razmak matrice po strani | 5–10% debljine materijala | 1–3 mikrona apsolutna |
| Materijal alata | Alatni čelik (D2, M2, DC53) | Volframov karbid |
| Vrsta tiska | Mehanički/hidraulički | Precizna servo / hidrostatska vodilica |
| Tipična stopa moždanog udara | 100–800 spm | 200–1500 spm (servooptimizirano) |
| Metoda pregleda | CMM, optički komparator | Sustavi vida, SEM, konfokalna mikroskopija |
| Trošak alata | Umjereno | Visoko do vrlo visoko |
Razlike u odabiru materijala za dijelove elektroničkog žigosanja u mikro mjerilu
Odabir materijala za mikro-žigosane elektroničke dijelove za žigosanje uključuje dodatna ograničenja osim onih koja se primjenjuju na standardne komponente. Kod debljina ispod 0,1 mm, mikrostruktura metala postaje izravno relevantna za ponašanje utiskivanja — veličina zrna u odnosu na debljinu materijala može uzrokovati nedosljednu deformaciju, stvaranje neravnina i varijacije kvalitete rubova koje bi bile zanemarive pri standardnim debljinama. Prijave za mikro-žigosanje obično specificiraju materijale s kontroliranom zrnastom strukturom, često označenom prema ASTM ili JIS fino-zrnatim specifikacijama, kako bi se osigurao dosljedan protok metala i kvaliteta reznih rubova tijekom operacije štancanja.
Bakrene legure ostaju najčešći materijali vodiča za mikro-štancane elektroničke dijelove za žigosanje, posebno C194 (bakar-željezo-fosfor) i C7025 (bakar-nikal-silicij) koji nude dobru električnu vodljivost u kombinaciji s opružnim karakteristikama i mogućnošću oblikovanja potrebnim za minijaturne kontakte i terminalne primjene. Legure berilij bakra, posebno C17200 u stanju žarenja u otopini, specificirane su za kontakte opruga s mikro utisnutim oprugama gdje je potreban maksimalni elastični otklon pod opterećenjem, iako njihova obrada zahtijeva posebnu pozornost na zdravstvene i sigurnosne kontrole tijekom operacija utiskivanja i završne obrade.
Inspekcija kvalitete i izazovi mjerenja na mikro razini
Provjera usklađenosti dimenzija mikro-žigosanih elektroničkih dijelova za žigosanje zahtijeva opremu za inspekciju i metodologije koje nadilaze standarde koordinatnih mjernih strojeva i optičkih komparatora u većini laboratorija za kvalitetu žigosanja. Veličine značajki mjerene u desecima mikrona zahtijevaju beskontaktne optičke mjerne sustave — obično automatizirane sustave vida s objektivima submikronske rezolucije i telecentričnom optikom — sposobne mjeriti stotine značajki po dijelu u sekundi pri brzinama proizvodne linije. Za najkritičnije dimenzije, pretražna elektronska mikroskopija (SEM) pruža rezoluciju potrebnu za karakterizaciju kvalitete rubova, visine neravnina i stanja površine na razini detalja nedostižnoj svjetlosnom optikom.
Statistička kontrola procesa za dijelove elektroničkog žigosanja s mikrožigom mora se implementirati na razini strogosti koja nadilazi tipične SPC programe koji se primjenjuju na standardnu proizvodnju dijelova za elektroničko žigosanje. Trošenje matrice na mikro skali proizvodi stope odstupanja dimenzija koje mogu premašiti granice tolerancije unutar jedne proizvodne smjene, a ne tijekom višednevnih proizvodnih serija tipičnih za standardne alate. SPC u stvarnom vremenu s automatiziranom povratnom informacijom o parametrima preše — podešavanjem visine zatvaranja, progresije dodavanja i isporuke podmazivanja kao odgovor na izmjerene dimenzionalne trendove — sve je više standardna praksa u vodećim operacijama mikroštancanja koje služe sektoru precizne elektronike.
Odabir između mikro i standardnih elektroničkih dijelova za žigosanje za vašu primjenu
Odluku između specificiranja mikro-žigosanih ili standardnih elektroničkih dijelova za žigosanje treba voditi objektivni funkcionalni zahtjevi, a ne pretpostavka da strože tolerancije uvijek daju bolje proizvode. Standardni elektronički dijelovi za žigosanje prikladni su kad god se dimenzionalni, električni i mehanički zahtjevi aplikacije mogu ispuniti unutar opsega mogućnosti konvencionalnog žigosanja — a u većini aplikacija elektroničkog sklopa mogu. Značajno niža cijena alata, šira baza dobavljača i jednostavnije upravljanje kvalitetom povezano sa standardnim elektroničkim dijelovima za žigosanje predstavljaju stvarne prednosti kojih se ne treba odreći bez jasnog funkcionalnog opravdanja.
Mikro-žigosanje treba specificirati kada je minijaturizacija pravi pokretač dizajna — kada smanjene dimenzije komponenti omogućuju značajna poboljšanja u izvedbi uređaja, gustoći integracije ili iskustvu krajnjeg korisnika koji opravdavaju veća ulaganja u alate i složenije upravljanje opskrbnim lancem. Primjene uključujući ultraminijaturne konektore za implantabilne medicinske uređaje, submilimetarske opružne kontakte za nosive senzore, okvire s finim korakom za napredne IC pakete i precizne komponente za zaštitu za RF-osjetljive module predstavljaju slučajeve u kojima mogućnosti mikro-žigosanih elektroničkih dijelova za žigosanje daju funkcionalnu vrijednost koja se ne može replicirati u standardnom mjerilu.

Prethodni post
Metalni utisnuti dijelovi za automobile i kućanske aparate: procesi, materijali i standardi kvalitete
Sljedeći post
Koja je razlika između tradicionalnih i simulacijski optimiziranih matrica za automobile?
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
