
-
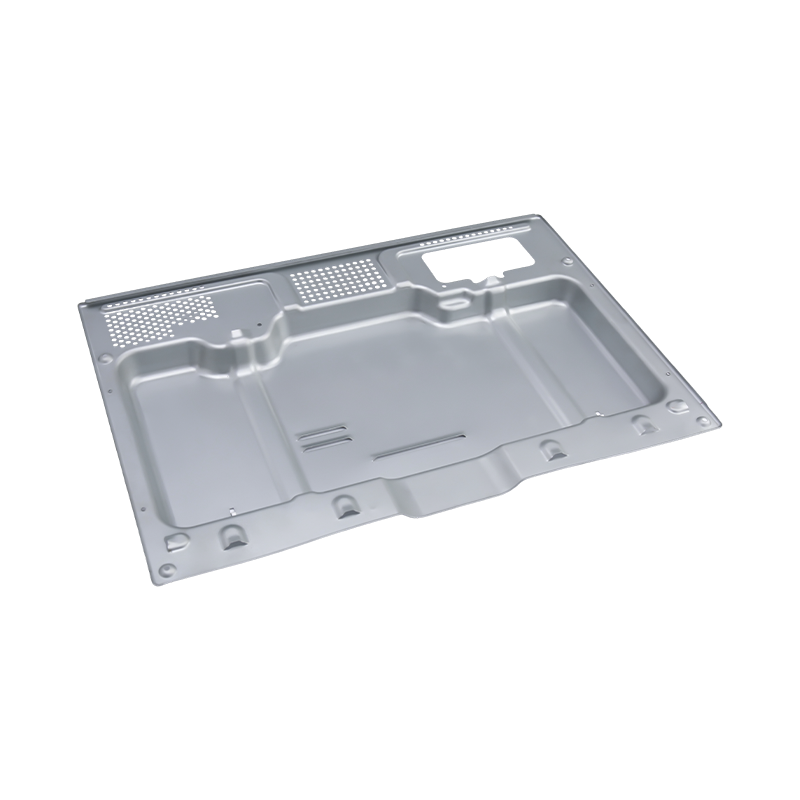
Vrhunski dijelovi za utiskivanje pećnice
Naši vrhunski dijelovi za utiskivanje pećnica p...
-
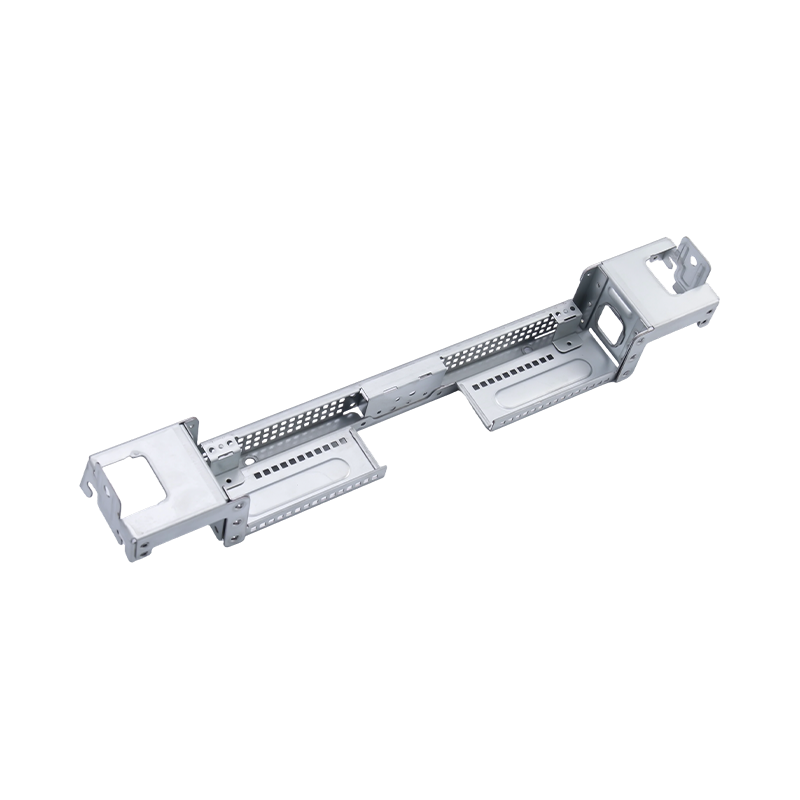
Vrhunski veliki računalni dijelovi za žigosanje
Naši vrhunski dijelovi za utiskivanje velikih r...
-
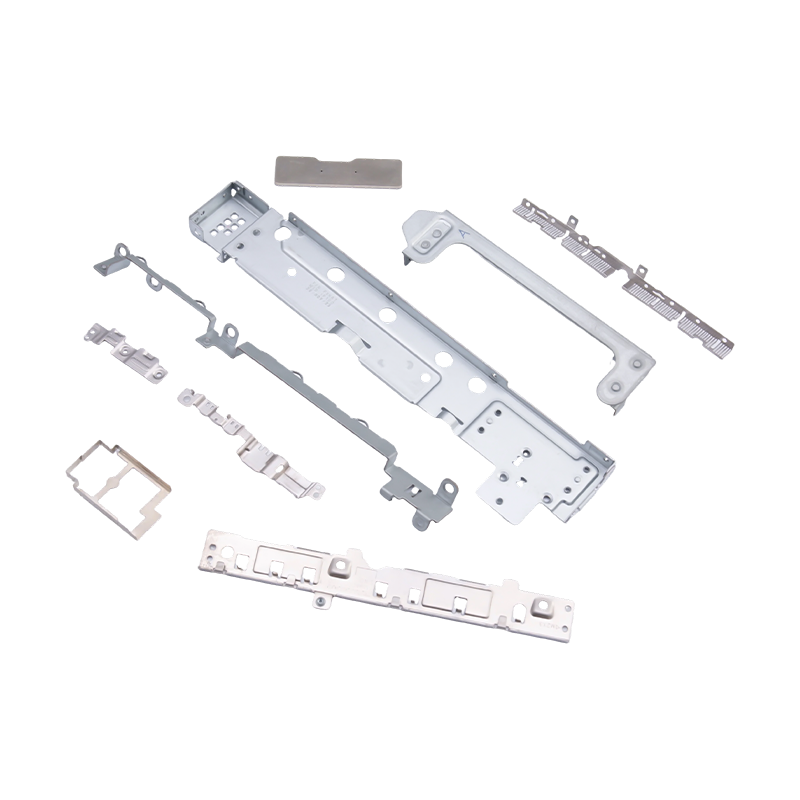
Sitni štancani dijelovi za laptope i mobitele
Kao bitne unutarnje komponente za modernu prije...
-

Dijelovi za utiskivanje kućišta automobilskog motora
Dijelovi za utiskivanje kućišta automobilskog m...
-
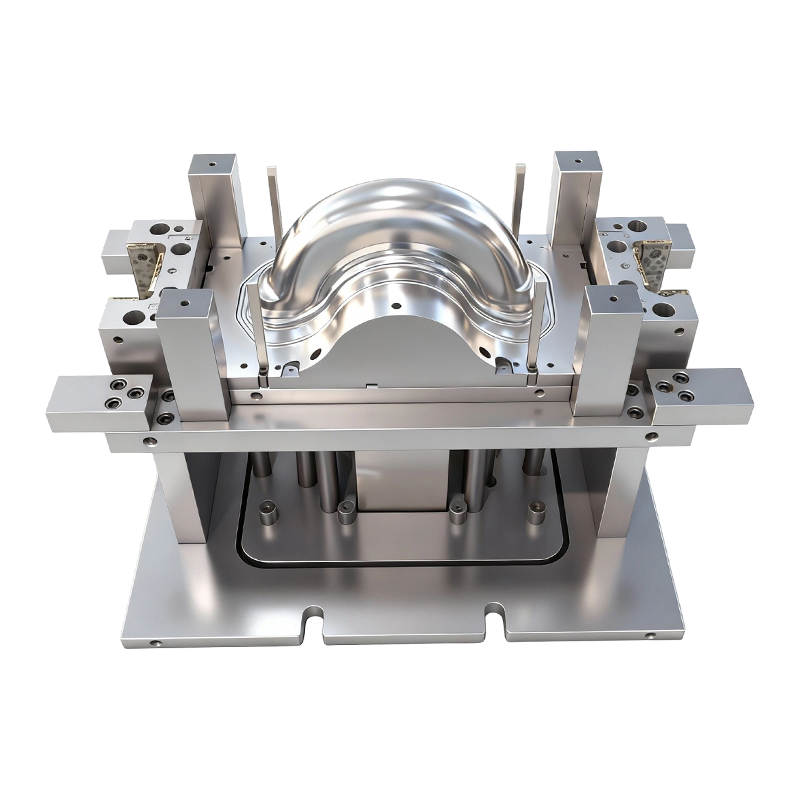
Kalup za duboko izvlačenje prednjih i stražnjih kotača električnih vozila na dva kotača
Ovaj kalup za duboko izvlačenje prednjih i stra...
-
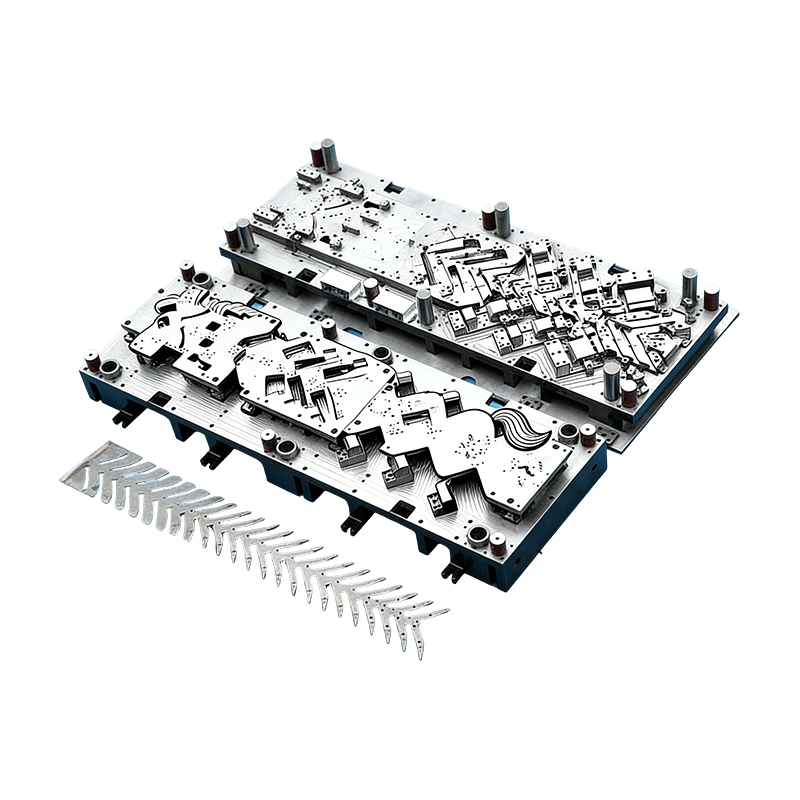
Progresivni kalupi za automobilske dijelove
Ovaj kontinuirani kalup za kućišta automobilski...
Vijesti iz industrije
Dom / Vijesti / Vijesti iz industrije / Metalni utisnuti dijelovi za automobile i kućanske aparate: procesi, materijali i standardi kvalitete
Metalni utisnuti dijelovi za automobile i kućanske aparate: procesi, materijali i standardi kvalitete
2026-03-16
Što je proizvodnja žigosanja?
Proizvodnja žigosanja je postupak obrade metala hladnim oblikovanjem u kojem se ravni metalni lim stavlja u prešu za žigosanje opremljenu prilagođenim setom matrica, a mehanička ili hidraulička sila se primjenjuje za rezanje, savijanje, crtanje ili utiskivanje materijala u precizno definirani oblik. Proces obuhvaća široku obitelj operacija — izrezivanje, probijanje, oblikovanje, duboko izvlačenje, kovanje i progresivno žigosanje — od kojih svaka odgovara različitim geometrijama, debljinama materijala i obujmima proizvodnje. Ono što ujedinjuje sve ove operacije je temeljna prednost štancanja: mogućnost proizvodnje velikih količina dimenzionalno konzistentnih metalnih dijelova za štancanje velikom brzinom i niskom cijenom po jedinici, s minimalnim gubitkom materijala u usporedbi sa subtraktivnim metodama strojne obrade.
Moderno proizvodnja žigosanja oslanja se na servo pogonjene i hidrauličke preše u rasponu od 20 do preko 2000 tona sile, uparene s preciznim alatima proizvedenim prema tolerancijama mjerenim u mikrometrima. Računalno potpomognuti dizajn kalupa i softver za simulaciju omogućuju inženjerima predviđanje protoka metala, opruge i stanjivanja prije nego što se jedan komad čelika izreže, dramatično smanjujući cikluse razvoja alata i stope odbijanja prvog artikla. Rezultat je proizvodna disciplina sposobna za isporuku metalnih dijelova za utiskivanje koji zadovoljavaju zahtjevne dimenzionalne i strukturne zahtjeve različitih sektora kao što su potrošačka elektronika, kućanski aparati i automobilska industrija.
Osnovni procesi u proizvodnji štancanja
Razumijevanje specifičnih operacija koje čine proizvodnju žigosanja pomaže inženjerima nabave i dizajnerima proizvoda odabrati najisplativiji pristup za danu geometriju komponente i obujam proizvodnje. Svaka od glavnih kategorija procesa nosi različite zahtjeve alata i izlazne karakteristike.
Progresivno žigosanje
Progresivno utiskivanje metalne trake dovodi metalnu traku kroz niz stanica unutar jednog kompleta matrice, pri čemu svaka stanica izvodi jednu operaciju - probijanje, urezivanje, savijanje ili oblikovanje - kako traka napreduje. Do trenutka kada traka izađe iz završne stanice, potpuno oblikovani metalni dijelovi za utiskivanje odvajaju se od noseće trake i skupljaju. Ovaj je pristup vrlo učinkovit za male i srednje dijelove koji se proizvode u vrlo velikim količinama, kao što su terminalni konektori, stezaljke za nosače i hardver za montažu uređaja, jer cijeli niz radi brzinom preše bez ručnog rukovanja dijelovima između operacija.
Duboko crtanje
Duboko izvlačenje pretvara ravnu metalnu sirovinu u šuplju, bešavnu ljusku utiskivanjem u šupljinu matrice pomoću probijača. Proces je temeljan za proizvodnju cilindričnih i kutijastih komponenti, uključujući unutarnje nosače kade perilice rublja, limenke za piće i kućišta spremnika goriva za automobile. Odabir materijala je kritičan kod dubokog izvlačenja: metal mora pokazivati dovoljnu duktilnost i povoljne omjere oblikovanja kako bi prošao potrebnu veliku plastičnu deformaciju bez kidanja ili naboranja. Čelik s niskom razinom ugljika, aluminijske legure i nehrđajući čelik najčešći su materijali za duboko izvlačenje u primjenama za utiskivanje uređaja i automobila.
Fino brisanje
Fino brušenje je specijalizirani proces štancanja koji proizvodi dijelove s rezanim rubovima izuzetne glatkoće i ravnosti, eliminirajući sekundarne završne operacije koje zahtijeva konvencionalno brušenje. Primjenom protutlaka i sile ubodnog prstena istovremeno sa silom izrezivanja, fino izrezivanje održava materijal u stanju tlačnog naprezanja tijekom cijelog procesa smicanja, stvarajući rezne površine koje su glatke preko gotovo cijele debljine materijala. Zbog toga je fino brušenje poželjan proces za komponente kočionih čeljusti i nosače sjedala u automobilskim primjenama, gdje kvaliteta rubova izravno utječe na izdržljivost i pristajanje sklopa.
Dijelovi za utiskivanje metala u proizvodnji kućanskih aparata
Kućanski uređaji predstavljaju jednu od najzastupljenijih domena primjene metalnih dijelova za utiskivanje. Kombinacija strukturne složenosti, zahtjeva za konzistentnošću dimenzija i osjetljivosti na troškove u proizvodnji uređaja točno je usklađena s onim što proizvodnja žigosanja pruža. U svim kategorijama proizvoda, žigosane komponente upravljaju funkcijama nosivosti, poravnanja i kućišta koje definiraju dugoročnu pouzdanost uređaja.
U hladnjacima, okviri vrata proizvedeni kroz valjanje i progresivno utiskivanje daju kruti perimetar koji podržava težinu vrata, održava brtvene površine za brtvljenje i prilagođava točke pričvršćivanja šarki. Točnost dimenzija u ovim okvirima izravno utječe na poravnanje vrata i energetsku učinkovitost — okvir vrata koji je izvan tolerancije čak i za djelić milimetra može proizvesti curenje brtve što povećava učestalost ciklusa kompresora i potrošnju energije. Nosači unutarnje kade perilice rublja, obično proizvedeni od pocinčanog ili nehrđajućeg čeličnog lima, moraju izdržati opterećenja neuravnoteženosti velike brzine vrtnje i ponovljene toplinske cikluse bez kvara uslijed zamora. Ploče šasije klima uređaja čine strukturni kostur vanjske jedinice, držeći kompresore, ventilatore i izmjenjivače topline u preciznom prostornom odnosu, dok su otporne na vibracije i vremenske uvjete.
Konzistentna debljina i uske tolerancije dijelova za utiskivanje metala smanjuju montažne praznine u svim ovim primjenama, pojednostavljujući završni proces montaže, smanjujući potrebu za podesivim zatvaračima ili operacijama podmetanja i poboljšavajući kozmetičku kvalitetu gotovog proizvoda.
Metalni dijelovi za utiskivanje u automobilskoj industriji
Automobilska industrija najveći je pojedinačni potrošač metalnih dijelova za žigosanje na globalnoj razini, s tipičnim putničkim vozilom koje sadrži nekoliko stotina pojedinačnih žigosanih komponenti u rasponu od panela karoserije mjerenih u kvadratnim metrima do preciznih komponenti kočnica mjerenih u milimetrima. Proizvodnja žigosanja za automobile radi prema najstrožim standardima dimenzija i mehaničkih svojstava od bilo koje komercijalne primjene, jer se posljedice kvara komponente protežu na sigurnost putnika i usklađenost s propisima.
Pojačanja panela karoserije — unutarnji strukturni elementi koji učvršćuju obloge vrata, krovne ploče i sklopove haube — proizvode se kombinacijom operacija dubokog izvlačenja, rastezljivog oblikovanja i ponovnog učvršćivanja. Ove komponente moraju postići preciznu geometriju konture kako bi se osiguralo ispravno pristajanje s vanjskim pločama i točno pozicioniranje zavarene prirubnice za montažu karoserije u bijelom. Čelik visoke čvrstoće i napredne vrste čelika visoke čvrstoće sve se više koriste u ojačanjima karoserije kako bi se postigla potrebna apsorpcija energije sudara uz smanjenu debljinu i težinu materijala.
Nosači sjedala još su jedna kritična kategorija automobilskih metalnih dijelova za utiskivanje. Ove komponente učvršćuju strukturu sjedala za pod vozila i moraju izdržati statička i dinamička opterećenja definirana standardima zaštite putnika od sudara. Fino izrezane ili precizno utisnute komponente nosača sjedala osiguravaju kvalitetu rubova i ravnost potrebnu za dosljedan zakretni moment vijaka i pouzdanu silu stezanja spojeva tijekom cijelog životnog vijeka vozila. Komponente čeljusti kočnice, uključujući držače nosača čeljusti i sidrene ploče, proizvode se s točnošću dimenzija koja osigurava ispravno poravnanje pločica, ravnomjerno trošenje pločica i predvidljive performanse kočenja u cijelom rasponu radnih temperatura.
Odabir materijala za metalne dijelove za utiskivanje
Izvedba dijelova za utiskivanje metala neodvojiva je od materijala od kojeg su oblikovani. Proizvodnja štancanja kompatibilna je sa širokim rasponom metala i legura, a odabir optimalnog materijala zahtijeva balansiranje mogućnosti oblikovanja, mehaničkih svojstava, otpornosti na koroziju i cijene.
| Materijal | Ključna svojstva | Tipične primjene |
| Čelik s niskim udjelom ugljika (DC01/DC04) | Izvrsna sposobnost oblikovanja, niska cijena | Kućište uređaja, nosači, kućišta |
| Čelik visoke čvrstoće (HSLA) | Visoka granica razvlačenja, dobra zavarljivost | Pojačanja panela karoserije, struktura sjedala |
| Nehrđajući čelik (304/430) | Otpornost na koroziju, površinska obrada | Kade za perilice rublja, ploče za uređaje |
| Aluminijska legura (5052/6061) | Lagan, otporan na koroziju | Dijelovi karoserije automobila, rashladni odvodi |
| Pocinčani čelik | Premaz cinka, trajnost na otvorenom | Šasija klima uređaja, vanjski nosači |
Kontrola kvalitete u proizvodnji štancanja
Održavanje dimenzionalne dosljednosti u proizvodnim serijama velike količine glavni je izazov kvalitete u proizvodnji žigosanja. Trošenje matrice, varijacije u šarži materijala, nedosljednost podmazivanja i deformacija ležišta preše mogu dovesti do pomaka dimenzija tijekom vremena, čineći sustavno mjerenje i praćenje procesa ključnim za proizvodnju metalnih dijelova za štancanje koji ostaju unutar specifikacije kroz tisuće ili milijune ciklusa.
Vodeći proizvođači žigosanja implementiraju slojeviti sustav kvalitete koji kombinira očitavanje u kalupu, statističku kontrolu procesa i koordinatnu inspekciju mjernog stroja. Ključne prakse kontrole kvalitete uključuju:
- Prva inspekcija proizvoda (FAI): Potpuna dimenzionalna provjera prvih proizvodnih dijelova prema inženjerskim nacrtima prije puštanja u promet serijske proizvodnje.
- Uzorkovanje u procesu: Periodično mjerenje kritičnih dimenzija u definiranim proizvodnim intervalima za otkrivanje istrošenosti alata ili pomaka procesa prije nego što se nakupe dijelovi izvan tolerancije.
- CMM potvrda: Strojevi za koordinatno mjerenje daju trodimenzionalne dimenzionalne podatke za složene oblikovane površine koje se ne mogu provjeriti ručnim mjeračima.
- Pregled površine i rubova: Vizualna i taktilna provjera za neravnine, pukotine, nabore i površinske nedostatke koji utječu na pristajanje sklopa ili vijek trajanja.
- Pregled certifikacije materijala: Dolazni certifikati o ispitivanju materijala provjeravaju se prema zahtjevima specifikacije za vlačnu čvrstoću, granicu razvlačenja, istezanje i težinu premaza.
Zašto proizvodnja žigosanja ostaje preferirani izbor
Unatoč pojavi alternativnih tehnologija oblikovanja, uključujući lasersko rezanje, hidroformiranje i aditivnu proizvodnju, proizvodnja štancanja zadržava svoju dominantnu poziciju u proizvodnji velikih količina metalnih komponenti iz uvjerljivih i dugotrajnih razloga. Ekonomija žigosanja je u osnovi povoljna u mjerilu: nakon što se ulaganje u alate amortizira, cijena po komadu žigosanog metalnog dijela obično je djelić onoga što bilo koji alternativni proces može postići pri ekvivalentnim količinama. Brzine preše od stotina udaraca u minuti, u kombinaciji s automatiziranim ubacivanjem zavojnica i rukovanjem dijelovima, omogućuju stope proizvodnje koje nijedan drugi precizni proces oblikovanja metala ne može mjeriti.
Osim ekonomičnosti, mehanička svojstva metalnih dijelova za utiskivanje poboljšana su efektom hladne obrade koji je svojstven procesu utiskivanja. Plastična deformacija tijekom oblikovanja povećava tvrdoću i granicu tečenja materijala u deformiranim područjima kroz otvrdnjavanje, proizvodeći gotove dijelove s boljim mehaničkim svojstvima od izvornog limova. Ovaj je učinak posebno vrijedan u konstrukcijskim automobilskim komponentama gdje je omjer čvrstoće i težine primarni pokretač dizajna. Za proizvođače u sektoru uređaja i automobila koji traže pouzdane, isplative i dimenzionalno precizne komponente, proizvodnja žigosanja ostaje neosporan temelj modernih lanaca nabave metalnih komponenti.
Prethodni post
Vodič za dijelove za utiskivanje i crtanje metala
Sljedeći post
Koje su ključne razlike između mikrožigosanja i standardnih elektroničkih dijelova?
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
