-
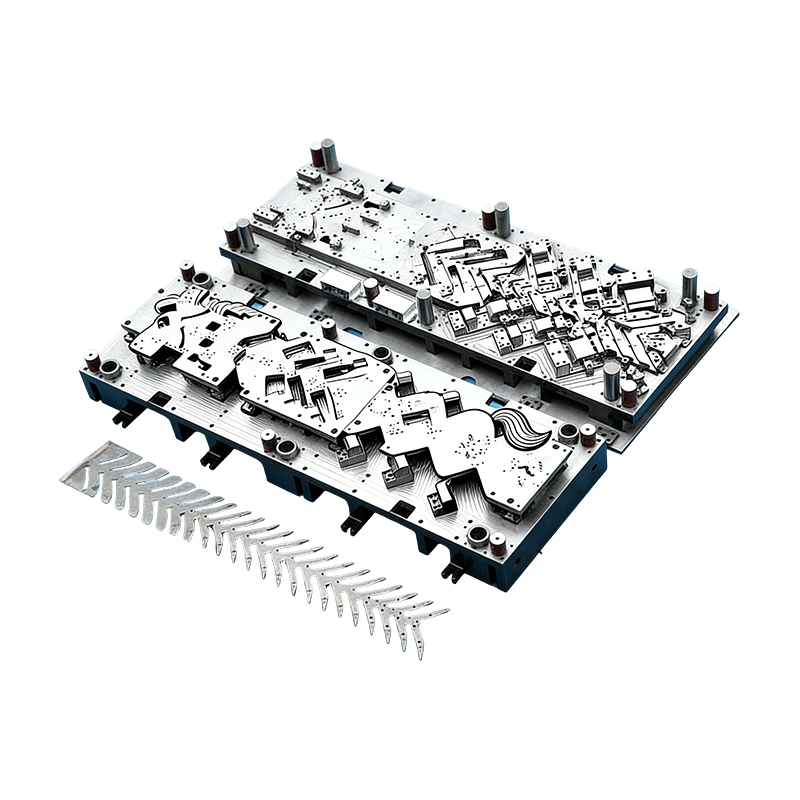
Progresivni kalupi za automobilske dijelove
Ovaj kontinuirani kalup za kućišta automobilski...
-
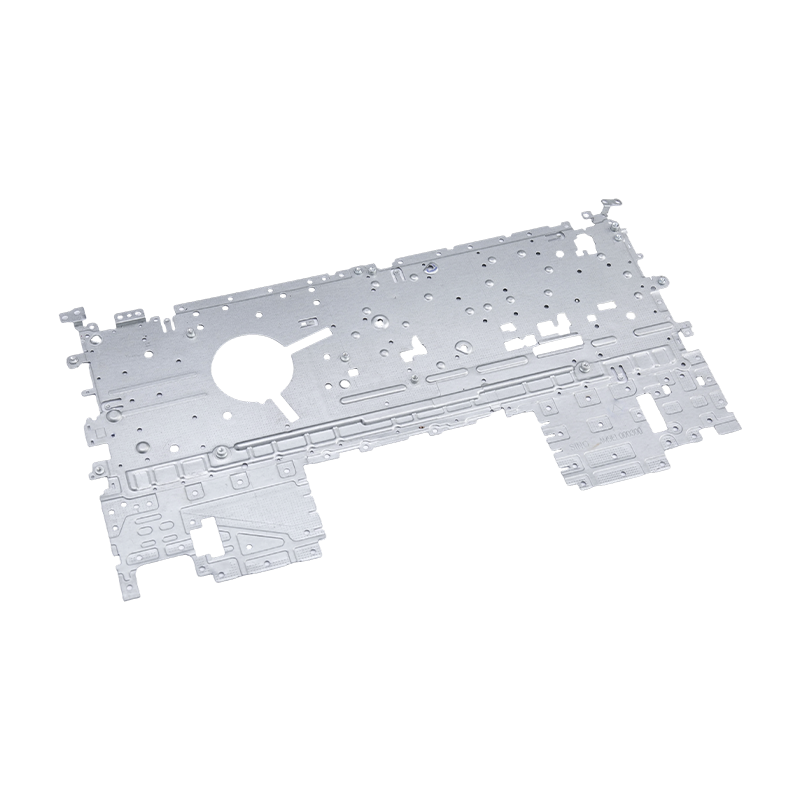
Dijelovi za utiskivanje prijenosnog računala
Naši dijelovi za utiskivanje prijenosnih računa...
-
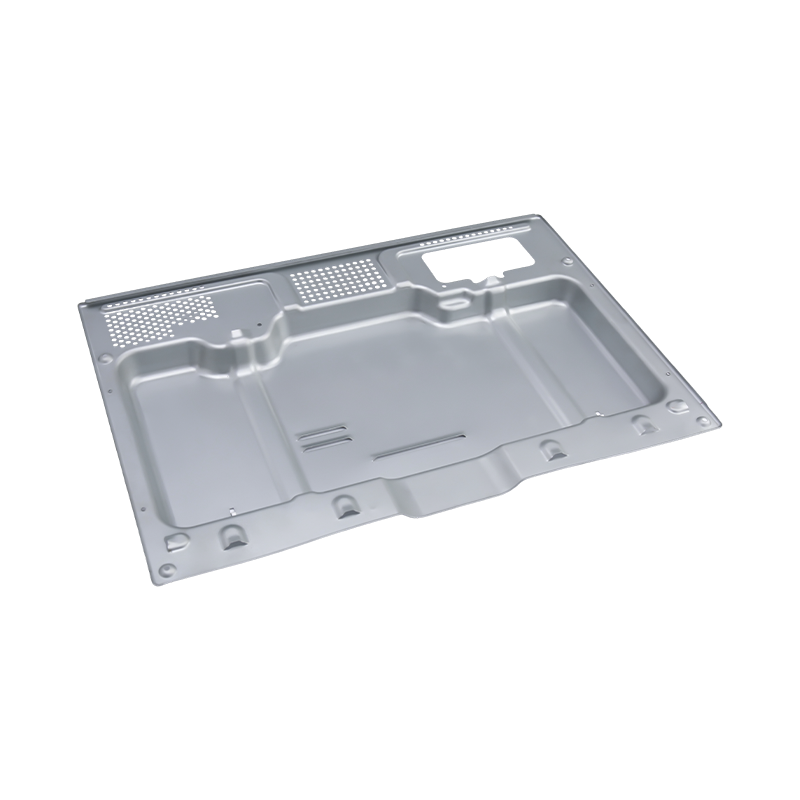
Vrhunski dijelovi za utiskivanje pećnice
Naši vrhunski dijelovi za utiskivanje pećnica p...
-
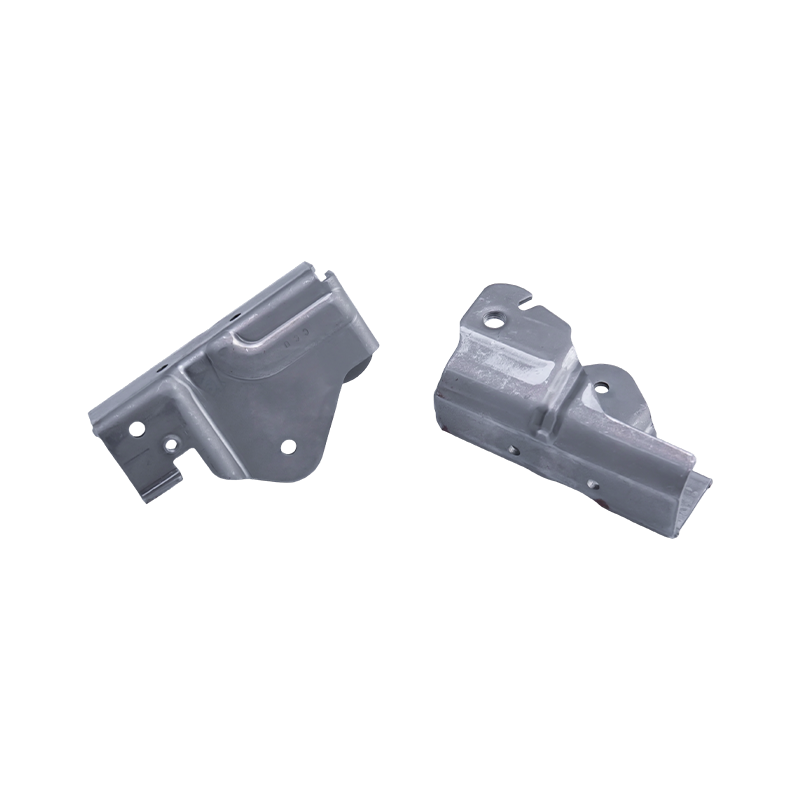
Dijelovi za utiskivanje autosjedalica
Dijelovi za utiskivanje automobilskih sjedala o...
-

Dijelovi za utiskivanje kućišta automobilskog motora
Dijelovi za utiskivanje kućišta automobilskog m...
-

Dijelovi za utiskivanje kraja spremnika za plin
Dijelovi za utiskivanje krajeva spremnika plina...
Vijesti iz industrije
Vodič za dijelove za utiskivanje i crtanje metala
2026-03-23
Što su metalni dijelovi za utiskivanje i kako se izrađuju
Metalni dijelovi za utiskivanje su precizno oblikovane metalne komponente proizvedene primjenom kontrolirane sile kroz prešu za utiskivanje kako bi se metalni lim deformirao u definirani oblik pomoću kalupa od kaljenog alatnog čelika. Proces obuhvaća obitelj operacija - izrezivanje, bušenje, savijanje, oblikovanje, kovanje i utiskivanje - koje se mogu izvoditi pojedinačno u jednofaznim matricama ili kombinirati u progresivnim ili prijenosnim matricama koje dovršavaju više operacija u jednom potezu preše. Rezultat je komponenta s dosljednom geometrijom, uskim dimenzijskim tolerancijama i karakteristikama završne obrade površine koje su u potpunosti određene dizajnom matrice, a ne vještinom operatera, što žigosanje čini jednim od najponovljivijih i najskalabilnijih procesa oblikovanja metala dostupnih proizvođačima.
Ekonomičnost dijelova za utiskivanje metala potaknuta je amortizacijom kalupa u velikim količinama proizvodnje. Nakon ulaganja u alate, trošak po komadu žigosanih komponenti brzo opada s volumenom - što žigosanje čini dominantnim procesom oblikovanja za bilo koju primjenu koja zahtijeva tisuće ili milijune identičnih metalnih komponenti. Za proizvođače kućanskih uređaja koji godišnje proizvode milijune jedinica i proizvođače originalne opreme za automobile s serijama u stotinama tisuća modela, prednost cijene po dijelu žigosanja nad strojnom obradom ili lijevanjem je odlučujuća. Konzistentna debljina i niske tolerancije automatski se održavaju geometrijom matrice, eliminirajući dimenzionalnu varijabilnost koja zahtijeva ručnu inspekciju i sortiranje u manje preciznim metodama proizvodnje.
Proizvodi metalnih dijelova za crtanje: Principi procesa i mogućnosti
Proizvodi dijelova za izvlačenje metala proizvode se dubokim izvlačenjem — podpostupkom štancanja u kojem se ravni lim radijalno uvlači u matricu za oblikovanje mehaničkim djelovanjem probijača, stvarajući šuplju, bešavnu komponentu dubine koja premašuje njegov promjer. Duboko izvlačenje je proces iza cilindričnih limenki, čaša, školjki, kućišta i kućišta u gotovo svakoj proizvodnoj industriji. Za razliku od operacija savijanja ili izrezivanja koje režu ili presavijaju materijal, duboko izvlačenje plastično deformira metal izazivanjem kontroliranog protoka materijala iz područja prirubnice u šupljinu matrice, pretvarajući ravni lim u trodimenzionalni oblik bez uklanjanja materijala.
Kvaliteta proizvoda dijelova za izvlačenje metala ovisi o preciznom upravljanju nekoliko međusobno povezanih procesnih parametara: sila držača svježine, brzina probijanja, podmazivanje, duktilnost materijala i omjer izvlačenja — odnos između promjera svježine i promjera probijanja. Prekoračenje graničnog omjera izvlačenja materijala bez srednjeg žarenja uzrokuje naboranje, kidanje ili neujednačenost debljine stijenke što dio čini neupotrebljivim. Moderne operacije dubokog izvlačenja koriste simulaciju konačnih elemenata tijekom dizajna matrice za predviđanje protoka materijala i optimiziranje parametara procesa prije rezanja bilo kojeg alata, značajno smanjujući vrijeme razvoja i otpad povezan s empirijskim pristupima pokušaja i pogreške.
Ključne razlike između žigosanja i dubokog izvlačenja
- Geometrija dijela — Metalni dijelovi za utiskivanje obično su ravne ili plitko oblikovane komponente proizvedene u jednom potezu preše, dok su proizvodi metalnih dijelova za izvlačenje šuplje, trodimenzionalne ljuske proizvedene progresivnim protokom materijala kroz jednu ili više faza izvlačenja.
- Stanje naprezanja materijala — Utiskivanje prvenstveno izlaže materijal vlačnim, tlačnim ili savijajućim naprezanjima u ravnini lima. Duboko izvlačenje stvara složeno dvoosno stanje naprezanja — vlačno u stijenci, tlačno u prirubnici — koje zahtijeva materijale s visokim istezanjem i niskim omjerom popuštanja i vlačne čvrstoće za uspješno oblikovanje.
- Složenost alata — Matrice za duboko izvlačenje zahtijevaju preciznu kontrolu razmaka između probijača i matrice, sustave držača praznih dijelova i često višestruke faze ponovnog crtanja za duboke komponente, što alat čini složenijim i skupljim od kalupa za utiskivanje ekvivalentnog volumena za ravno oblikovane dijelove.
- Zahtjevi za završnu obradu površine — Metalni dijelovi za crtanje koji se koriste u vidljivim aplikacijama — kao što su kućišta uređaja ili kozmetička pakiranja — zahtijevaju pažljivo upravljanje podmazivanjem i završnu obradu površine matrice kako bi se spriječili tragovi alata, žuljanje i tekstura narančine kore na nacrtanoj površini.
Materijali koji se koriste u operacijama utiskivanja i crtanja metala
Izbor materijala za dijelove za utiskivanje metala i dijelovi za crtanje metala proizvodi jedna je od najdosljednijih odluka u procesu razvoja komponente. Odabrani materijal mora zadovoljiti zahtjeve mehaničkih svojstava primjene, zahtjeve oblikovanja procesa štancanja ili izvlačenja, zahtjeve za završnu obradu površine gotovog dijela i ograničenja troškova proizvodnog programa. Sljedeći materijali čine veliku većinu žigosanih i vučenih komponenti u svim industrijskim sektorima.
| Materijal | Ključna svojstva | Tipične primjene |
| Niskougljični čelik (DC01–DC06) | Izvrsna mogućnost oblikovanja, niska cijena, zavarljivost | Ploče uređaja, nosači, ojačanja tijela |
| Čelik visoke čvrstoće (HSS/AHSS) | Visoka granica razvlačenja, apsorpcija energije sudara | Strukturne i sigurnosne komponente automobila |
| Pocinčani / elektro pocinčani čelik | Otpornost na koroziju, može se bojati | Kade perilica rublja, okviri hladnjaka |
| Nehrđajući čelik (304, 430) | Otpornost na koroziju, higijenska površina | Unutarnje obloge uređaja, oprema za hranu |
| Aluminijska legura (1xxx, 3xxx, 5xxx) | Lagan, otporan na koroziju | Paneli karoserije automobila, izmjenjivači topline |
| Bakar i mjed | Električna vodljivost, sposobnost oblikovanja | Električni kontakti, konektori, stezaljke |
Dijelovi za utiskivanje metala u proizvodnji kućanskih aparata
Proizvodnja kućanskih aparata jedan je od najvećih i najzahtjevnijih sektora primjene metalnih dijelova za utiskivanje. Svaka velika kategorija uređaja - hladnjaci, perilice rublja, klima uređaji, perilice posuđa i uređaji za kuhanje - sadrži desetke do stotine otisnutih komponenti koje istovremeno obavljaju strukturne, funkcionalne i estetske uloge. Konzistentnost dimenzija koju postiže žigosanje ključna je pri sastavljanju uređaja, gdje se komponente od više dobavljača moraju uklopiti unutar uskih tolerancija za sklapanje na brzim proizvodnim linijama.
Hladnjaci
Okviri vrata hladnjaka su među dimenzionalno najkritičnijim dijelovima za utiskivanje u proizvodnji uređaja. Okvir vrata mora održavati ravnost i ravnost unutar uskih tolerancija kako bi se osigurao dosljedan kontakt s brtvom vrata po cijelom opsegu — zahtjev koji je izravno povezan s ocjenom energetske učinkovitosti hladnjaka. Svako odstupanje u dimenzijama koje stvara praznine u brtvi rezultira curenjem hladnog zraka, produljenim vremenom rada kompresora i potrošnjom energije iznad certificirane snage. Sposobnost Stampinga da dosljedno održava te tolerancije u proizvodnji velike količine je ono što ga čini jedinom praktičnom metodom proizvodnje za ovu primjenu.
Perilice rublja
Unutarnji nosači kade perilice rublja su dijelovi koji moraju izdržati značajna dinamička opterećenja - centrifugalne sile tijekom ciklusa centrifuge mogu doseći nekoliko stotina kilograma - dok održavaju precizne pozicione odnose između kade, ležajeva bubnja i sklopa motora. Dimenzionalna točnost nosača izravno utječe na ravnotežu vibracija tijekom vrtnje velikom brzinom, što zauzvrat određuje razinu buke, životni vijek ležaja i vijek trajanja konstrukcije cijelog stroja. Utisnuti nosači proizvedeni s dosljednom debljinom i malim tolerancijama eliminiraju varijacije sklopa koje bi inače zahtijevale pojedinačne prilagodbe balansiranja na svakoj jedinici.
Klima uređaji
Kućište klima uređaja koristi utisnute dijelove za stabilnu nosivost i precizno postavljanje kompresora, motora ventilatora, izmjenjivača topline i električnih komponenti. Šasija mora zadržati svoju dimenzionalnu geometriju kroz mehanička naprezanja transporta, instalacije i godine vibracija od kompresora i ventilatora. Šasija od žigosanog čelika s dosljednom debljinom stijenke osigurava omjer krutosti i težine potreban za ove primjene bez troškova strojno obrađenih ili lijevanih alternativa.
Primjene u automobilskoj industriji: sigurnost, preciznost i izvedba
U automobilskom sektoru, dijelovi za utiskivanje metala ključni su za sigurnost i izvedbu na način da točnost dimenzija i cjelovitost materijala čine zahtjevima o kojima se ne može pregovarati. Specifikacije za žigosanje automobila među najstrožim su u bilo kojoj proizvodnoj industriji, s tolerancijama dimenzija na komponentama kritičnim za sigurnost mjerenim u desetinkama milimetra, a zahtjevi za svojstvima materijala verificirani su statističkom kontrolom procesa, a ne inspekcijom uzorkovanja.
Komponente kočnica i ovjesa
Komponente kočione čeljusti predstavljaju neke od najzahtjevnijih primjena za metalne dijelove u automobilskom sektoru. Nosač čeljusti i hardver za ugradnju moraju održavati preciznu geometriju kako bi se osiguralo ispravno poravnanje pločica, ravnomjerna raspodjela sile stezanja i dosljedna izvedba kočenja u cijelom rasponu radnih temperatura i opterećenja. Visoka dimenzionalna točnost utiskivanja — obično ±0,1 mm ili bolje na kritičnim značajkama proizvodnog alata — ispunjava ove zahtjeve uz količine i troškove koje zahtijeva proizvodnja automobila. Svako odstupanje od specificirane geometrije u komponentama kočnice izravno se pretvara u varijabilnost performansi kočenja koja utječe na certifikaciju sigurnosti vozila.
Strukture sjedala i ojačanja tijela
Nosači sjedala i ojačanja panela karoserije oslanjaju se na visoku dimenzionalnu točnost utiskivanja kako bi zadovoljili stroge automobilske sigurnosne standarde u ispitivanju performansi pri sudaru. Nosači sjedala moraju održavati svoj integritet puta opterećenja pod ekstremnim silama koje nastaju u slučajevima frontalnog i bočnog sudara, osiguravajući da sigurnosni sustavi za putnike funkcioniraju kako je projektirano. Pojačanja panela karoserije - ulazne grede na vratima, umetci B-stupa i pojačanja podnih tunela - sve se više proizvode od naprednih čelika visoke čvrstoće koji apsorbiraju energiju sudara kroz kontroliranu deformaciju, ponašanje koje kritično ovisi o preciznoj konzistentnosti debljine materijala i točnosti geometrije. Svestranost metalnih dijelova za utiskivanje u ovim sigurnosnim kritičnim aplikacijama čini ih nezamjenjivima za pouzdanu, isplativu proizvodnju u automobilskom sektoru.
Kontrola kvalitete i upravljanje tolerancijama u proizvodnji žigosanja
Održavanje dimenzionalne dosljednosti u proizvodnji velikih količina štancanja zahtijeva sustavan pristup kontroli kvalitete koji počinje s dizajnom matrice i nastavlja se kroz svaku fazu proizvodnje. Dimenzionalna točnost koja metalne dijelove za utiskivanje čini vrijednima u montaži - smanjenje praznina u montaži, rezanje troškova proizvodnje i povećanje trajnosti proizvoda - nije automatski ishod procesa utiskivanja. To je rezultat disciplinirane kontrole procesa koja se dosljedno primjenjuje tijekom cijele proizvodnje.
- Prva inspekcija artikla (FAI) — Potpuna dimenzionalna provjera prvih proizvodnih dijelova prema inženjerskom crtežu pomoću koordinatnih mjernih strojeva (CMM) potvrđuje da matrica proizvodi dijelove unutar tolerancije prije nego započne serijska proizvodnja. FAI podaci daju osnovu prema kojoj se mjere naknadne varijacije proizvodnje.
- Statistička kontrola procesa (SPC) — Kontinuirano praćenje kritičnih dimenzija tijekom proizvodnje korištenjem kontrolnih dijagrama identificira odstupanje procesa prije nego proizvede dijelove koji su izvan tolerancije, omogućujući preventivna podešavanja alata umjesto reaktivnog stvaranja otpada.
- Rasporedi održavanja kalupa — Progresivno trošenje matrice — osobito na reznim rubovima, polumjerima savijanja i izvlačnim perlama — izravno utječe na dimenzije dijelova. Strukturirani intervali održavanja matrice temeljeni na broju dijelova, s provjerom dimenzija u svakom intervalu, sprječavaju pomicanje tolerancije uzrokovano trošenjem alata da dopre do sastavljenih proizvoda.
- Ulazna inspekcija materijala — Varijacija debljine metalnog lima, odstupanje granice razvlačenja i stanje površine utječu na dimenzije dijelova za utiskivanje i ponašanje opruge. Provjera ulaznog materijala prema certificiranim izvješćima o ispitivanju mlina i statističko uzorkovanje fizičkih svojstava sprječava ulazak dimenzijskih varijacija uzrokovanih materijalom u proces.
-

Prethodni post
Vodič za metalne matrice za duboko izvlačenje za automobilske dijelove
Sljedeći post
Metalni utisnuti dijelovi za automobile i kućanske aparate: procesi, materijali i standardi kvalitete
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
