
-
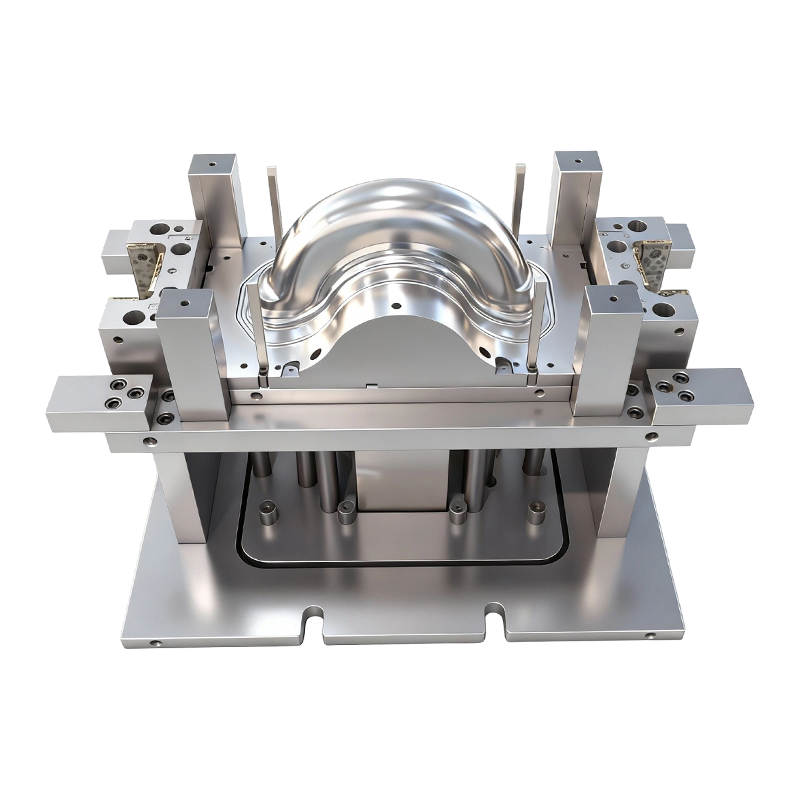
Kalup za duboko izvlačenje prednjih i stražnjih kotača električnih vozila na dva kotača
Ovaj kalup za duboko izvlačenje prednjih i stra...
-
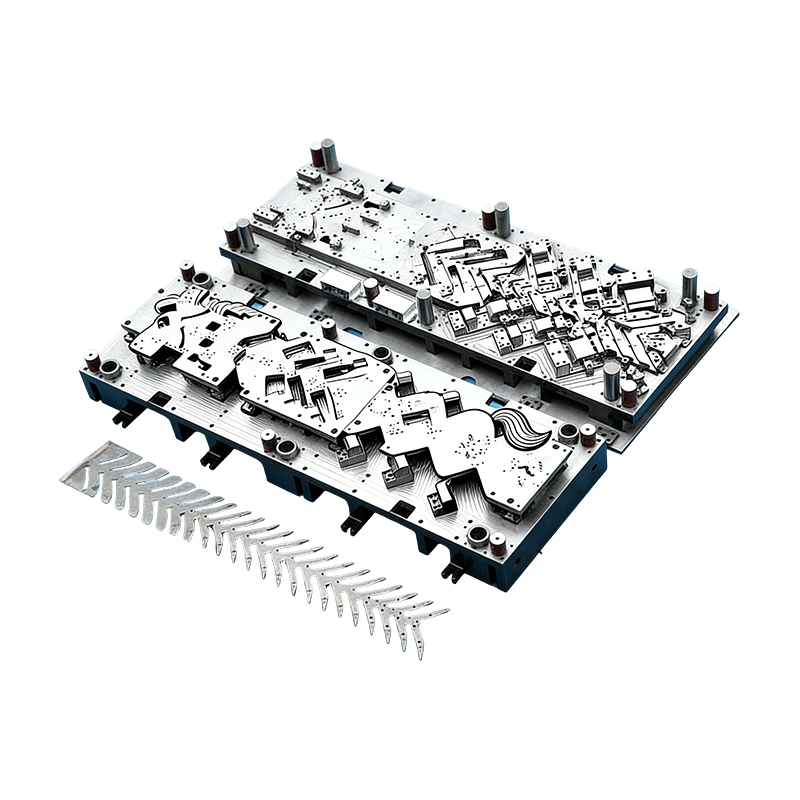
Progresivni kalupi za automobilske dijelove
Ovaj kontinuirani kalup za kućišta automobilski...
-
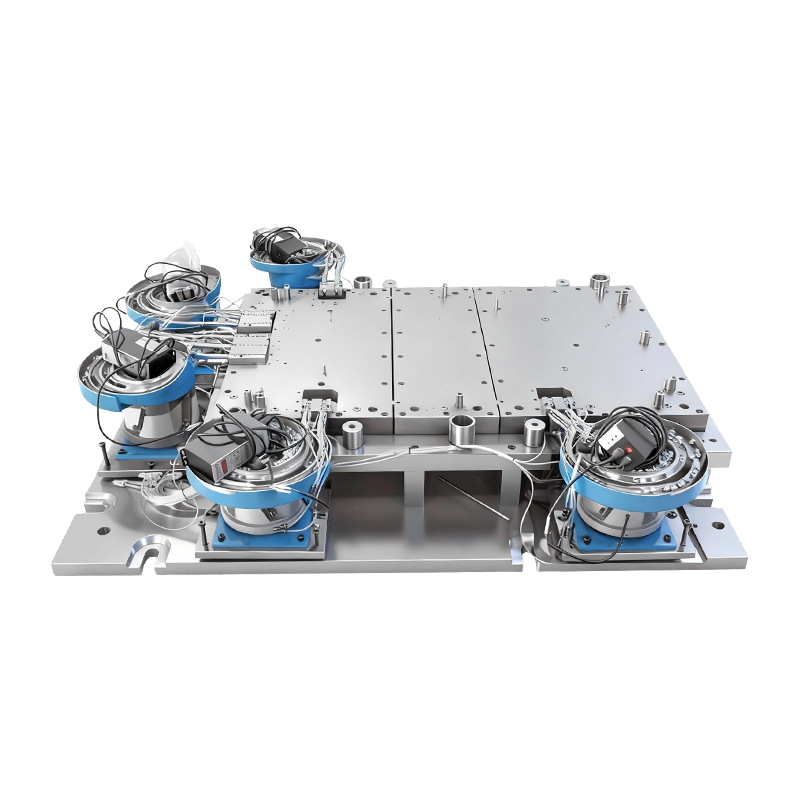
Automatski kalup za zakivanje za bazu velikog računala
Ovaj automatski kalup za zakivanje za veliku ba...
-
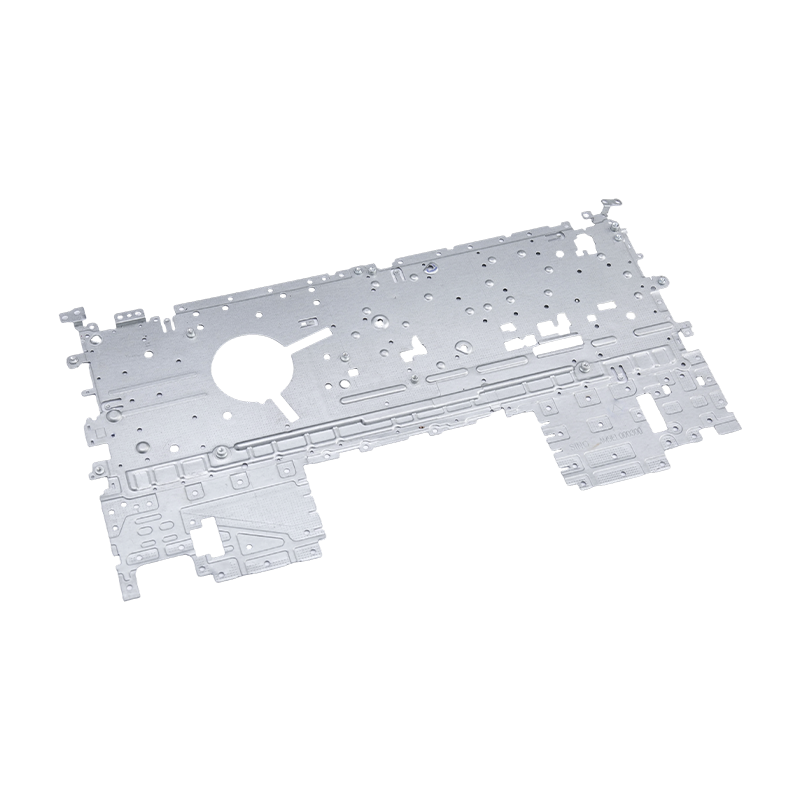
Dijelovi za utiskivanje prijenosnog računala
Naši dijelovi za utiskivanje prijenosnih računa...
-
Vrhunski dijelovi za utiskivanje pećnice
Naši vrhunski dijelovi za utiskivanje pećnica p...
-
Vrhunski veliki računalni dijelovi za žigosanje
Naši vrhunski dijelovi za utiskivanje velikih r...
Vijesti iz industrije
Dom / Vijesti / Vijesti iz industrije / Vodič za metalne matrice za duboko izvlačenje za automobilske dijelove
Vodič za metalne matrice za duboko izvlačenje za automobilske dijelove
2026-03-30
Osnove dubokog izvlačenja u kalupima za metalno utiskivanje
U složenom svijetu proizvodnje, Matrice za utiskivanje metala služe kao okosnica za masovnu proizvodnju preciznih metalnih komponenti. Među različitim vrstama operacija štancanja, duboko izvlačenje se ističe kao kritičan proces za transformaciju ravnog lima u trodimenzionalne šuplje oblike. Za razliku od jednostavnog savijanja ili rezanja, duboko izvlačenje uključuje sofisticiranu međuigru sila gdje proboj tjera metalnu sirovinu u šupljinu matrice. Primarni cilj je kontrolirati protok materijala, osiguravajući da se ploča rasteže i teče u željenu geometriju bez ugrožavanja njezinog strukturnog integriteta ili uniformnosti debljine. Ovaj proces je bitan za izradu dijelova koji zahtijevaju značajnu dubinu u odnosu na njihov promjer, što je uobičajeni zahtjev u industrijama koje se kreću od robe široke potrošnje do teških strojeva.
Mehanika dubokog izvlačenja uvelike se oslanja na plastičnu deformaciju materijala. Kako se izbijač spušta, metalna ploha se povlači preko radijusa matrice. Područje uzorka koje se nalazi iznad otvora matrice postaje stijenka čaše ili dijela, dok je vanjski rub radijalno povučen prema unutra. Ovo radijalno izvlačenje uzrokuje smanjenje promjera prirubnice, što prirodno uzrokuje tlačna naprezanja u obliku prstena. Ako se tim naprezanjima ne upravlja ispravno, materijal će se savijati, što dovodi do bora. Nasuprot tome, ako vlačno naprezanje u stijenci čašice premašuje granicu tečenja materijala, dio će se poderati ili napuknuti. Stoga, dizajn metalnih matrica za duboko izvlačenje nije samo oblik; radi se o upravljanju stresom.
Kontrola protoka materijala i sprječavanje nedostataka
Da bi se postiglo uspješno duboko izvlačenje, inženjeri moraju precizno kontrolirati parametre kao što su sila držača slijepe ploče i razmak matrice. Držač blanka ili tlačni jastučić primjenjuje određenu količinu sile na rub blanka. Ova sila je delikatna ravnoteža: mora biti dovoljno visoka da spriječi naboranje materijala dok teče prema unutra, ali dovoljno niska da dopusti materijalu da slobodno klizi u šupljinu matrice. Ako je sila prevelika, materijal ne može teći, što dovodi do stanjivanja i konačnog loma na radijusu proboja. Ako je prenizak, tlačna naprezanja u prirubnici uzrokuju neugledne i strukturno slabe nabore.
Klirens matrice je još jedan ključni faktor. Ovo se odnosi na razmak između probijača i stijenke matrice. Kod standardnog dubokog izvlačenja, zazor je obično malo veći od debljine lima kako bi se omogućilo strujanje materijala bez pretjeranog glačanja. Međutim, u procesima poznatim kao "stanjivanje duboko izvlačenje" ili "glačanje", zazor je namjerno postavljen manji od početne debljine materijala. Time se smanjuje debljina stijenke i povećava visina dijela dok se poboljšava završna obrada površine i točnost dimenzija. Kako bi se olakšao taj protok i smanjilo trenje, koje stvara toplinu i trošenje, podmazivanje je ključno. Napredna maziva i površinski premazi na samoj matrici pomažu u produljenju vijeka matrice i osiguravaju dosljednu kvalitetu dijelova.
Uobičajeni nedostaci i rješenja
- boranje: Uzrokovano prekomjernim tlačnim naprezanjem u prirubnici. Rješeno povećanjem sile držača slepca ili upotrebom izvlačnih perli za ograničavanje protoka.
- Prijelom/kidanje: Javlja se kada vlačno naprezanje premaši granice materijala. Rješava se povećanjem zazora matrice, poboljšanjem podmazivanja ili žarenjem materijala radi vraćanja duktilnosti.
- Naušnice: Nejednaka visina na vrhu nacrtanog dijela zbog anizotropije u strukturi metalnog zrna. Upravlja se optimiziranjem orijentacije praznine ili operacijama obrezivanja.
Integracija s progresivnim kalupima za automobilske dijelove
Dok je jednofazno duboko izvlačenje uobičajeno za velike, jednostavne dijelove, automobilska industrija često zahtijeva proizvodnju velikih količina složenih komponenti. Ovdje progresivni kalupi za automobilske dijelove postaju nezamjenjivi. U progresivnoj postavci matrice, metalna traka prolazi kroz više stanica unutar jedne matrice. Svaka stanica izvodi različitu operaciju - bušenje, savijanje i crtanje - sve dok se na konačnoj stanici ne proizvede gotov dio. Integracija dubokog izvlačenja u progresivnu matricu tehnički je izazovna jer se materijal mora prenositi između stanica bez iskrivljenja nacrtanog oblika.
Proizvođači automobila koriste ove progresivne kalupe za izradu svega, od malih nosača konektora do većih strukturnih elemenata. Na primjer, proizvodnja komponenti sustava goriva ili ispušnih dijelova često uključuje niz koraka crtanja unutar progresivne linije. Prednost je u brzini i dosljednosti. Automatizirajući prijenos dijela iz jedne faze crtanja u drugu, proizvođači mogu proizvoditi tisuće dijelova na sat uz minimalnu ljudsku intervenciju. Međutim, dizajn progresivnih kalupa za automobilske dijelove zahtijeva pažljivo razmatranje "noseće trake", koja drži dio dok se kreće kroz matricu. Nosač mora biti dovoljno čvrst da izdrži sile izvlačenja, ali da se može lako odvojiti od završnog dijela.
Napredni konstrukcijski dizajni za složene geometrije
Kako dizajn automobila postaje sve aerodinamičniji, a sigurnosni propisi sve stroži, geometrijska složenost otisnutih dijelova raste. Standardne matrice za duboko izvlačenje često ne mogu postići potrebne dubine ili oblike u jednom udarcu. Posljedično, razvijeni su specijalizirani konstrukcijski dizajni kako bi se ispunili ti tehnički zahtjevi. Ovi dizajni omogućuju višefazno oblikovanje unutar jednog poteza preše ili kroz više operacija, osiguravajući da čak i najsloženiji šuplji dijelovi mogu biti proizvedeni učinkovito.
| Vrsta matrice | Funkcija | Primjena |
| Obrnuto početno duboko crtanje | Probijač se pomiče prema gore ili se matrica pomiče prema dolje kako bi se u početku oblikovao dio iznutra prema van. | Koristi se za dijelove koji zahtijevaju visoku stabilnost u prvoj fazi oblikovanja. |
| Prazan obrnuti crtež bez držača | Ponovno iscrtava dio u suprotnom smjeru bez tradicionalnog držača za praznine, oslanjajući se na geometriju matrice. | Idealno za smanjenje promjera uz povećanje visine u sljedećim fazama. |
| Stanjivanje dvostrukim kalupom | Koristi dvije koncentrične matrice za značajno stanjivanje debljine stjenke uz izduživanje dijela. | Proizvodnja visokotlačnih cilindara ili preciznih automobilskih kućišta. |
Tehnike obrnutog crtanja
Obrnuto crtanje je moćna tehnika koja se koristi kada dio treba povući dublje nego što materijal dopušta u jednom povlačenju prema naprijed. U ovom procesu, djelomično nacrtana šalica se okreće naopako ili se crta u suprotnom smjeru u sljedećoj stanici. Ovakav rad drugačije stvrdnjava materijal i omogućuje veće omjere dubine i promjera. Matrice za obrnuto duboko izvlačenje bez praznih držača ovdje su posebno korisne, jer pojednostavljuju strukturu alata dok zadržavaju kontrolu nad protokom materijala tijekom procesa inverzije.
Povećanje vijeka trajanja matrice i kvalitete površine
Dugovječnost od Matrice za utiskivanje metala izravno je povezana s kvalitetom površine proizvedenih dijelova i isplativosti proizvodne linije. Duboko izvlačenje uključuje značajno trenje i pritisak, što može dovesti do žuljanja (ljepljenja materijala za matricu) i trošenja. Za borbu protiv toga, moderna proizvodnja kalupa koristi napredne tehnike poliranja i premazivanja. Poliranje polumjera matrice do zrcalnog izgleda smanjuje trenje, omogućujući glatko tečenje metala. Nadalje, premazi poput titanovog nitrida (TiN) ili dijamantno sličnog ugljika (DLC) nanose se na radne površine matrice.
Ovi premazi daju tvrdu površinu s niskim trenjem koja je otporna na abraziju i koroziju. U kontekstu progresivnih kalupa za automobilske dijelove, gdje je vrijeme neprekidnog rada kritično, obložene matrice smanjuju učestalost prekida održavanja i stope odbacivanja dijelova. Osim toga, odabir materijala za kalupe je ključan. Alatni čelici s visokim sadržajem ugljika i kroma često se koriste zbog njihove otpornosti na habanje, dok se umetci od volfram karbida mogu koristiti u primjenama velikog volumena gdje je potrebna ekstremna izdržljivost. Kombinacijom robusnog konstrukcijskog dizajna s površinskim inženjeringom, proizvođači mogu osigurati da matrice za duboko izvlačenje rade pouzdano tijekom milijuna ciklusa.
Primjena u modernoj automobilskoj proizvodnji
Primjena tehnologije dubokog izvlačenja je sveprisutna u automobilskom sektoru. Jedan od najklasičnijih primjera je proizvodnja spremnika goriva za automobile. Ove komponente zahtijevaju složene, šuplje oblike koji mogu izdržati unutarnji pritisak i vanjski udar. Duboko izvlačenje omogućuje izradu ovih bešavnih spremnika od metalnog lima, osiguravajući nepropusni integritet. Slično tome, emajlirani umivaonici i umivaonici, iako su roba široke potrošnje, dijele iste proizvodne principe, pokazujući svestranost procesa.
U eri električnih vozila (EV), potražnja za duboko izvučenim dijelovima je porasla. Kućišta baterija, kućišta motora i strukturne crash kutije često koriste procese dubokog izvlačenja za postizanje laganih, ali čvrstih kućišta. Sposobnost stanjivanja materijala tijekom procesa izvlačenja (stanjivanje dubokog izvlačenja) pomaže smanjiti ukupnu težinu vozila, što je kritično za produljenje dometa baterije. Kako se industrija kreće prema lakšim materijalima kao što su aluminij i čelik visoke čvrstoće, uloga specijaliziranih metalnih matrica za utiskivanje postaje još istaknutija. Inženjeri moraju prilagoditi dizajne kalupa kako bi se nosili s različitim karakteristikama opruge i ograničenjima oblikovanja ovih naprednih legura, osiguravajući da je sljedeća generacija vozila sigurna i učinkovita.
Prethodni post
Precizni matrice za utiskivanje elektronike i kućanskih aparata: visokoučinkovita proizvodna rješenja 2026.
Sljedeći post
Vodič za dijelove za utiskivanje i crtanje metala
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
