-
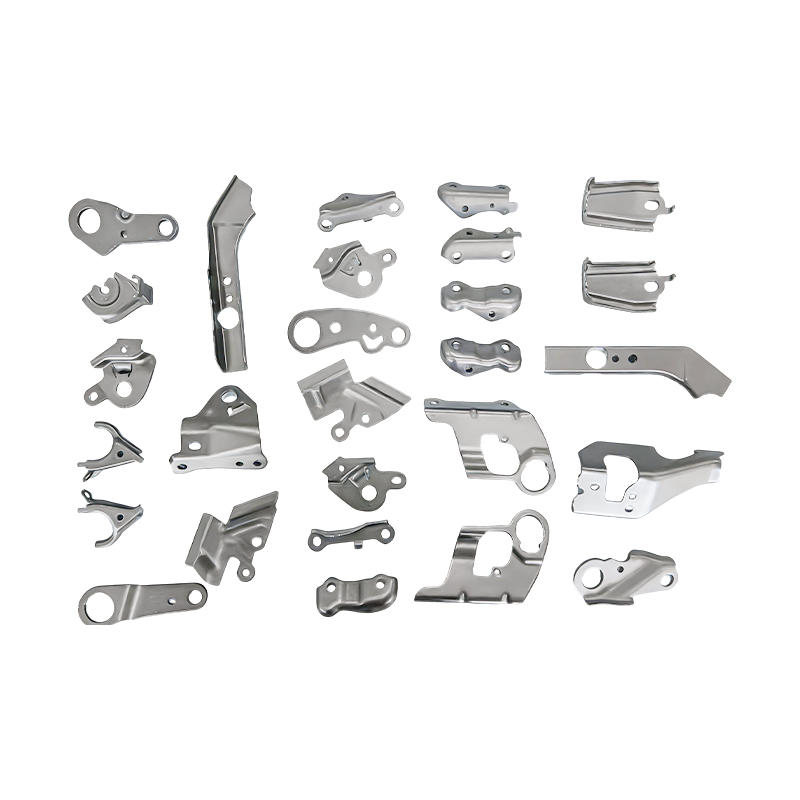
Dijelovi za progresivno utiskivanje malih automobilskih dijelova
Naši dijelovi za progresivno utiskivanje malih ...
-
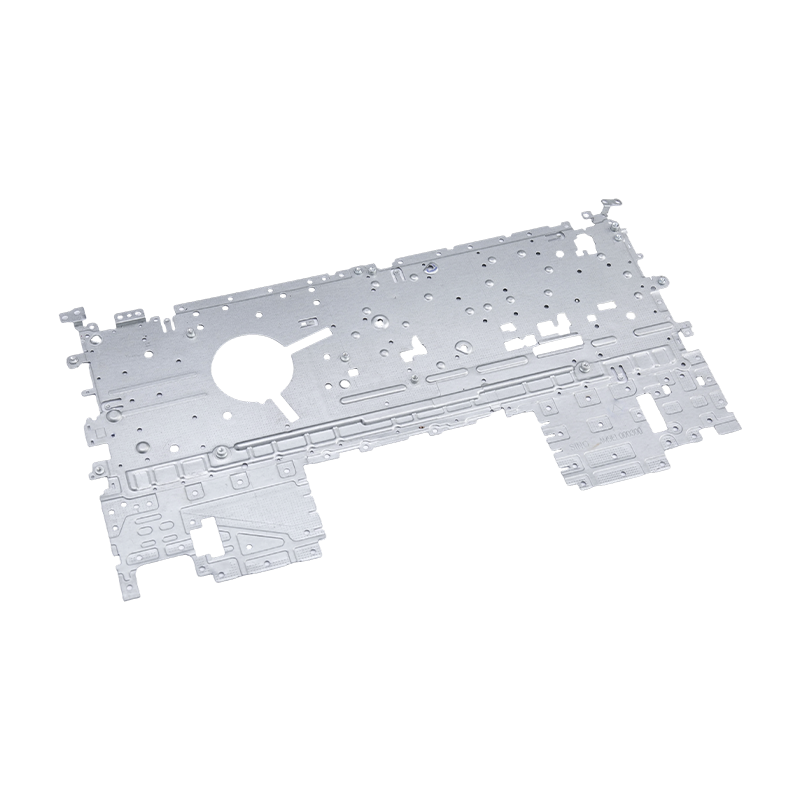
Dijelovi za utiskivanje prijenosnog računala
Naši dijelovi za utiskivanje prijenosnih računa...
-
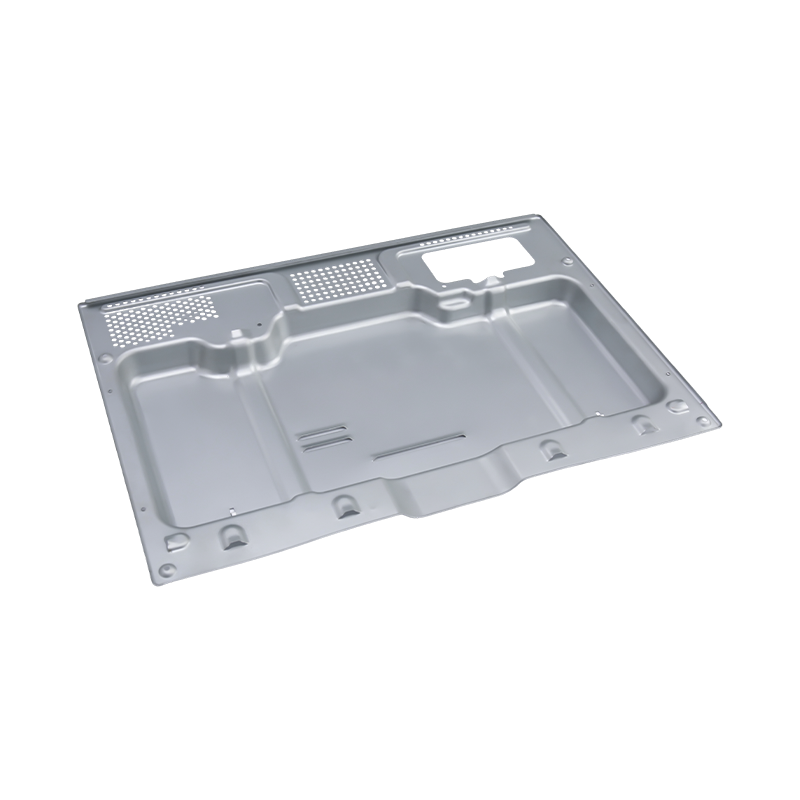
Vrhunski dijelovi za utiskivanje pećnice
Naši vrhunski dijelovi za utiskivanje pećnica p...
-
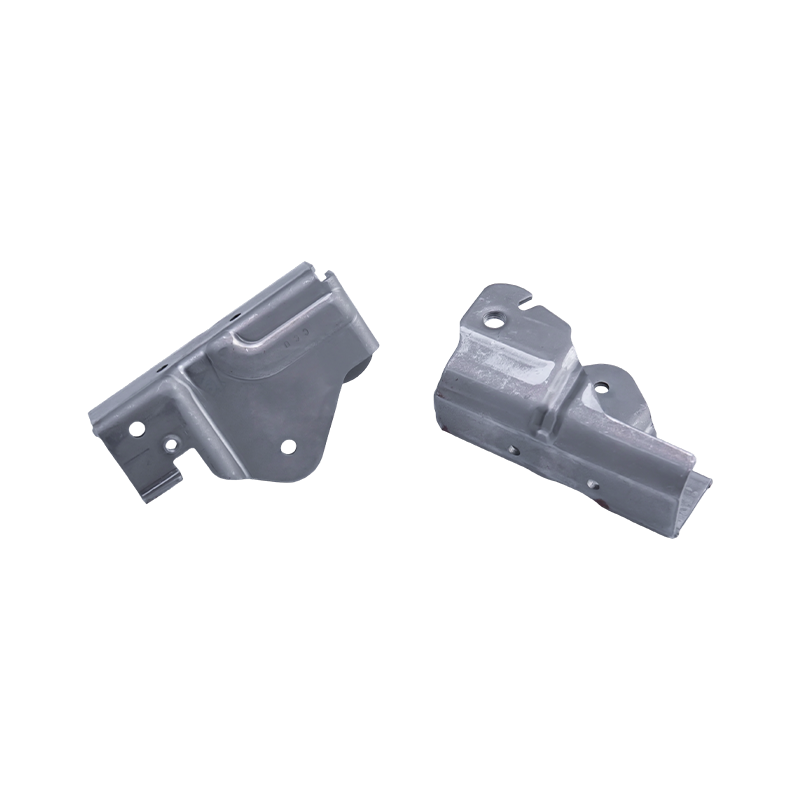
Dijelovi za utiskivanje autosjedalica
Dijelovi za utiskivanje automobilskih sjedala o...
-

Dijelovi za utiskivanje kućišta automobilskog motora
Dijelovi za utiskivanje kućišta automobilskog m...
-

Dijelovi za utiskivanje kraja spremnika za plin
Dijelovi za utiskivanje krajeva spremnika plina...
Vijesti iz industrije
Dom / Vijesti / Vijesti iz industrije / Kako napredni čelici visoke čvrstoće mijenjaju proizvodnju dijelova za utiskivanje automobila?
Kako napredni čelici visoke čvrstoće mijenjaju proizvodnju dijelova za utiskivanje automobila?
2026-02-25
U čemu se AHSS ocjene zapravo koriste Dijelovi za utiskivanje automobila
Napredni čelici visoke čvrstoće nisu jedan materijal, već obitelj različitih sustava legura, od kojih je svaki konstruiran sa specifičnim mikrostrukturnim mehanizmom za postizanje svoje kombinacije čvrstoće i duktilnosti. Razumijevanje koji se stupnjevi pojavljuju u kojim primjenama dijelova za žigosanje automobila početna je točka za razumijevanje zašto ti materijali tako temeljno mijenjaju proces proizvodnje. Dvofazni (DP) čelici — najrasprostranjenija obitelj AHSS — sastoje se od feritne matrice s raspršenim martenzitnim otocima, dajući klasama kao što su DP600, DP780 i DP980 kombinaciju visoke početne stope otvrdnjavanja i dobrog istezanja koja im odgovara za konstrukcijske elemente kao što su B-stupovi, podni poprečni nosači i krovne šine. Čelici inducirane transformacijom (TRIP) koriste metastabilni zadržani austenit koji se progresivno pretvara u martenzit tijekom oblikovanja, pružajući iznimnu apsorpciju energije što ih čini prikladnim za komponente kritične pri sudaru kao što su uzdužne tračnice i ojačanja odbojnika. Martenzitni čelici (MS1300, MS1500) koriste se tamo gdje je maksimalna čvrstoća prioritet, a zahtjevi za sposobnost oblikovanja skromni — tipične primjene su ojačanja panela klackalice i protuprovalne grede. Vruće prešani (HPF) čelici, posebno 22MnB5 s AlSi premazom, austenitiziraju se, a zatim se istovremeno oblikuju i kale u hlađenoj matrici, proizvodeći vlačne čvrstoće već oblikovane iznad 1500 MPa s kojima se nijedan postupak hladnog oblikovanja ne može mjeriti za dijelove poput unutarnjih dijelova A-stupa i pojačanja tunela.
Odabir stupnja upotrebe za određeni automobilski dio za žigosanje ovisi o položaju dijela u sigurnosnoj strukturi vozila, njegovom potrebnom ponašanju upravljanja energijom sudara i težini oblikovanja njegove geometrije. Komponenta koja mora progresivno apsorbirati energiju kroz kontrolirano preklapanje — poput prednje šine — ima koristi od visoke stope otvrdnjavanja DP ili TRIP čelika, dok komponenta koja mora ostati kruta i odolijevati upadu pod opterećenjem — poput B-stupa — može biti bolje opslužena ekstremnom čvrstoćom dijela oblikovanog vrućim prešanjem. Ovaj odabir stupnja specifičan za primjenu znači da jedna karoserija vozila u bijeloj boji može sadržavati pet ili šest različitih razreda AHSS, od kojih se svaki obrađuje različitim alatima i uvjetima prešanja.
Ozbiljnost opruge i kompenzacija u AHSS dijelovima za utiskivanje automobila
Springback je jedini najdosljedniji proizvodni izazov koji AHSS uvodi u proizvodnju automobilskih dijelova za utiskivanje, a njegova ozbiljnost u ovim materijalima znatno je veća od bilo čega što se može iskusiti s mekim čelikom ili čak s konvencionalnim visokočvrstim niskolegiranim (HSLA) vrstama. Osnovni uzrok je visok omjer razvlačenja i rastezanja karakterističan za AHSS: DP980, na primjer, ima granicu tečenja od približno 700-900 MPa i vlačnu čvrstoću od 980 MPa, dajući omjer tečenja od 0,71-0,92. Meki čelik DC04 ima omjer popuštanja od približno 0,45. Budući da je veličina opruge proporcionalna omjeru čvrstoće tečenja i modula elastičnosti (Youngov modul za čelik je približno 210 GPa bez obzira na kvalitetu), a AHSS ima granicu tečenja dva do četiri puta veću od mekog čelika pri istom modulu, elastična deformacija koja se obnavlja nakon otvaranja matrice proporcionalno je dva do četiri puta veća. Na dijelu kanala od 90° formiranom od DP980, kutni opružni povrat od 10°–16° na bočnim stijenkama je uobičajen prije kompenzacije, u usporedbi s 2°–4° za ekvivalentni dio od mekog čelika.
Strategije kompenzacije koje se koriste u praksi za AHSS dijelove za utiskivanje automobila složenije su od jednostavnog geometrijskog pregiba koji je dovoljan za meki čelik. Obično se kombiniraju tri pristupa:
- Geometrijska kompenzacija vođena FEA: Softver za simulaciju oblikovanja (AutoForm, Dynaform ili PAM-STAMP) s kalibriranom karticom materijala za određeni AHSS stupanj predviđa raspodjelu povratnog povrata po površini dijela. Geometrija matrice se zatim mijenja u suprotnom smjeru pomoću predviđene količine opruge — proces koji se naziva kompenzacija matrice — tako da se dio vraća na nominalnu geometriju nakon otvaranja alata. Za složene automobilske konstrukcijske dijelove, ovaj proces obično zahtijeva dva ili tri ciklusa simulacija-kompenzacija-proba prije nego što geometrija matrice konvergira u ispravan kompenzirani oblik.
- Ponovna opomena nakon obrasca: Namjenska stanica za ponovno učvršćivanje primjenjuje opterećenje kovanog ili peglanja na područja dijela koja su najsklonija opruzi — obično bočne stijenke i prirubnice sekcija kanala — pretvarajući dodatnu elastičnu deformaciju u plastičnu deformaciju i smanjujući povratnu oprugu koja se može povratiti. Sile ponovnog zahvata za DP980 mogu doseći 150–200% sile oblikovanja za istu geometriju u mekom čeliku, što izravno utječe na odabir tonaže preše.
- Nacrtajte optimizaciju geometrije zrna: Povećana obuzdavajuća sila izvlačenja rasteže materijal preko njegove granice tečenja dok teče preko zrna, ostavljajući ga u stanju veće napetosti na kraju oblikovanja. Veća napetost pri otvaranju matrice znači manji oporavak diferencijalnog naprezanja i predvidljiviji, jednoličniji opružni povrat koji je lakše geometrijski kompenzirati. Za AHSS, visine i radijusi izvlačnih zrna podešeni su agresivnije nego za meki čelik, a rezultirajuće povećanje sile držača slijepe ploče mora se uzeti u obzir pri planiranju kapaciteta preše.
Kako AHSS ubrzava trošenje kalupa i mijenja zahtjeve za alatom
Sile oblikovanja potrebne za plastičnu deformaciju AHSS su dva do četiri puta veće od onih za meki čelik iste debljine, a te se povišene sile prenose izravno na površine matrice kao kontaktni pritisak. Rezultat je značajno ubrzanje trošenja abrazivnog kalupa - osobito na radijusima izvlačenja, vezivnim površinama i reznim rubovima - što skraćuje intervale održavanja i povećava ukupne troškove alata po proizvedenom dijelu. Dijelovi za utiskivanje automobila od mekog čelika mogu se ponovno brusiti nakon 200 000–300 000 udaraca; ista geometrija matrice koja oblikuje DP780 može zahtijevati ponovno brušenje nakon 80 000–120 000 udaraca ako materijal matrice i površinska obrada nisu poboljšani kako bi odgovarali višim kontaktnim pritiscima.
Materijal alata i strategija površinske obrade za AHSS dijelove za utiskivanje automobila razlikuju se od prakse mekog čelika na nekoliko specifičnih načina. Usporedba u nastavku sažima ključne nadogradnje koje se obično primjenjuju:
| Die Component | Praksa mekog čelika | AHSS praksa |
| Nacrtajte materijal za matrice | Nodularno željezo (GGG70L) | D2/SKD11 ili DC53 alatni čelik |
| Obrada površine radijusa nacrta | Kromiranje ili kaljenje plamenom | TiAlN ili TiCN PVD premaz (2800–3200 HV) |
| Rezanje materijala za bušenje | SKD11 na 58–60 HRC | DC53 ili PM alatni čelik na 60–63 HRC |
| Površinska obrada veziva | Ništa ili nitriranje | Nitriranje PVD završni sloj, ili kermet termo sprej |
| Interval ponovnog brušenja | 200 000–300 000 udaraca | 100 000–200 000 udaraca (s nadograđenim materijalima) |
Galling — ljepljivi prijenos materijala izratka na površinu matrice — posebno je štetan način kvara pri oblikovanju pocinčanog AHSS-a. Prevlaka cinka na pocinčanom DP ili TRIP čeliku lako se prenosi na površinu matrice pod visokim kontaktnim pritiscima formiranja AHSS-a, a nakupljeni cink zatim zarezuje sljedeće dijelove. DLC (ugljik sličan dijamantu) premazi pokazali su najbolju izvedbu protiv žuljanja za pocinčani AHSS jer iznimno niska površinska energija DLC-a sprječava prianjanje cinka, ali ograničenom temperaturnom stabilnošću DLC-a (razgradnja počinje iznad 300°C) mora se upravljati osiguravanjem odgovarajućeg podmazivanja kako bi se temperatura površine matrice zadržala ispod ovog praga tijekom proizvodnje.
Zahtjevi za odabir preše i tonažu za AHSS dijelove za utiskivanje automobila
Sila oblikovanja potrebna za AHSS dijelove za utiskivanje automobila ima izravan i značajan utjecaj na odabir preše. Sila izrezivanja za određeni obodni rez proporcionalna je konačnoj vlačnoj čvrstoći materijala, što znači da izrada DP980 zahtijeva približno 2,5 puta veću tonažu od izrezivanja DC04 pri istoj debljini i obodu. Za veliki strukturni automobilski dio — vanjski B-stup ili podužna uzdužna tračnica — sama sila zatvaranje može doseći 800–1200 tona za DP980, što zahtijeva preše u rasponu od 1500–2500 tona koje uključuju dodatnu marginu kapaciteta kako bi se izbjegao rad pri vršnoj snazi. Stalni rad preše na 90% njezine nazivne tonaže s AHSS-om ubrzava zamor okvira preše, trošenje spojnih vijaka i trošenje ležaja radilice brzinom koju planovi održavanja kalibrirani za proizvodnju mekog čelika neće predvidjeti.
Tehnologija servo preše pružila je značajne prednosti za AHSS automobilske dijelove za utiskivanje u odnosu na konvencionalne ekscentrične preše s pogonom na zamašnjak. Sposobnost programiranja proizvoljnih profila gibanja klipa — umjesto praćenja fiksne sinusoidalne krivulje — omogućuje servo prešama usporavanje klipa kroz zonu oblikovanja gdje je AHSS opružni povrat najosjetljiviji na brzinu oblikovanja, poboljšavajući dosljednost dimenzija. Također omogućuje preši da se zadrži u donjoj mrtvoj točki kroz programabilno vrijeme, za koje se pokazalo da smanjuje opružni povrat u AHSS-u za 15-25% u usporedbi s ekvivalentnim dijelom formiranim bez zadržavanja, jer kontinuirani pritisak omogućuje dodatno opuštanje naprezanja u oblikovanoj geometriji prije otvaranja matrice.
Vruće prešanje: zaseban proces za automobilske dijelove najveće čvrstoće
Vruće prešanje (HPF), također nazvano kaljenje prešanjem ili vruće utiskivanje, predstavlja bitno drugačiji proizvodni pristup za automobilske utiskivane dijelove najveće čvrstoće - one koji zahtijevaju vlačnu čvrstoću iznad 1000 MPa koja se ne može postići hladnim oblikovanjem bez katastrofalnog povratnog povrata ili loma. U izravnom HPF postupku, uzorak od bor čelika 22MnB5 zagrijava se na približno 900–950°C (iznad temperature austenitizacije), prenosi u vodom hlađenu matricu, formira u mekom austenitnom stanju, a zatim se kali u zatvorenoj matrici pri kontroliranoj brzini hlađenja iznad 27°C/sekundi kako bi se postigla potpuno martenzitna mikrostruktura s vlačnom čvrstoćom od 1500–1600 MPa u gotovom dijelu.
Implikacije za infrastrukturu proizvodnje dijelova za utiskivanje automobila su znatne. HPF zahtijeva peći s valjkastim ložištima koje mogu ravnomjerno zagrijavati sirovine unutar ±10°C od ciljane temperature austenitizacije, sustave prijenosa koji pomiču vruću sirovinu iz peći u prešu za manje od 7 sekundi kako bi se spriječio pretjerani pad temperature, vodom hlađene matrice s precizno projektiranim rasporedom kanala za hlađenje koji ravnomjerno postižu potrebnu stopu kaljenja po cijeloj površini dijela i kontrole preše koje održavaju pritisak zatvaranja matrice tijekom ciklusa gašenja - obično 10-20 sekundi - umjesto otvaranja odmah nakon oblikovanja. Ulaganje u ovu infrastrukturu je za red veličine veće od konvencionalne linije za hladno utiskivanje ekvivalentne veličine dijelova, ali to je jedini proces koji pouzdano proizvodi dijelove vlačne čvrstoće od 1500 MPa koje moderne sigurnosne strukture vozila zahtijevaju na mjestima kritičnim za upad.
Za proizvođače dijelova za utiskivanje automobila koji prelaze na AHSS i HPF, ključna operativna stvarnost je da znanje o materijalima, sposobnost simulacije, ulaganje u alate i tehnologija tiska moraju napredovati zajedno. Nadogradnja jednog elementa u izolaciji - na primjer, prebacivanje na AHSS bez nadogradnje materijala kalupa ili tonaže preše - dosljedno proizvodi razočaravajuće rezultate u životnom vijeku kalupa, kvaliteti dijelova i stabilnosti proizvodnje. Proizvođači koji su ovladali proizvodnjom dijelova za žigosanje automobila AHSS tretiraju odabir materijala, simulaciju oblikovanja, dizajn kalupa, površinsku obradu i programiranje preše kao integrirani inženjerski sustav, a ne niz neovisnih odluka.

Prethodni post
Koja je razlika između tradicionalnih i simulacijski optimiziranih matrica za automobile?
Sljedeći post
Zašto elektroničke matrice za utiskivanje zahtijevaju stroža odstupanja nego matrice za utiskivanje kućanskih aparata?
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
