-
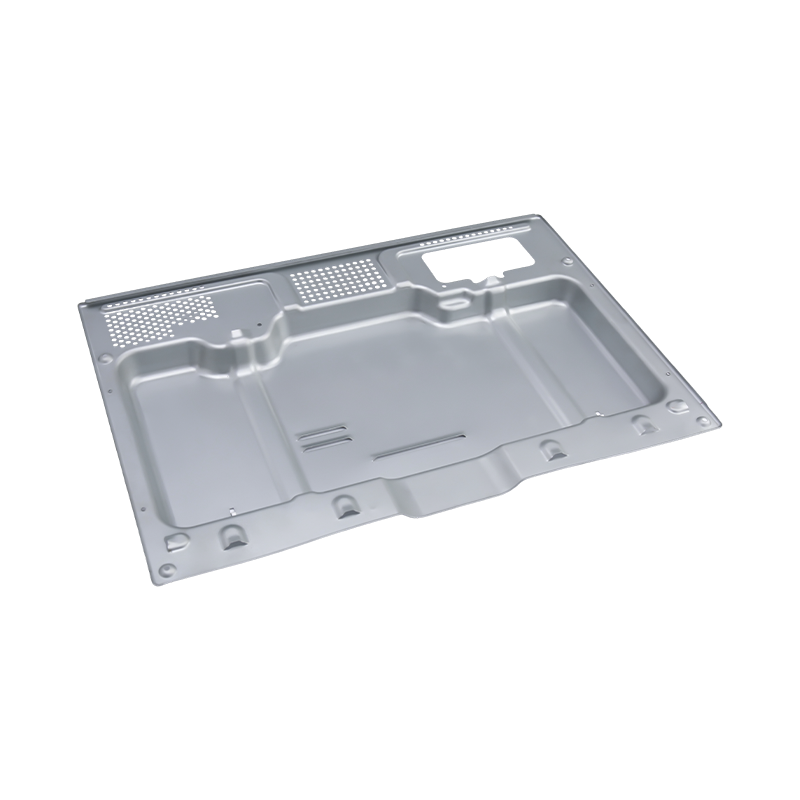
Vrhunski dijelovi za utiskivanje pećnice
Naši vrhunski dijelovi za utiskivanje pećnica p...
-
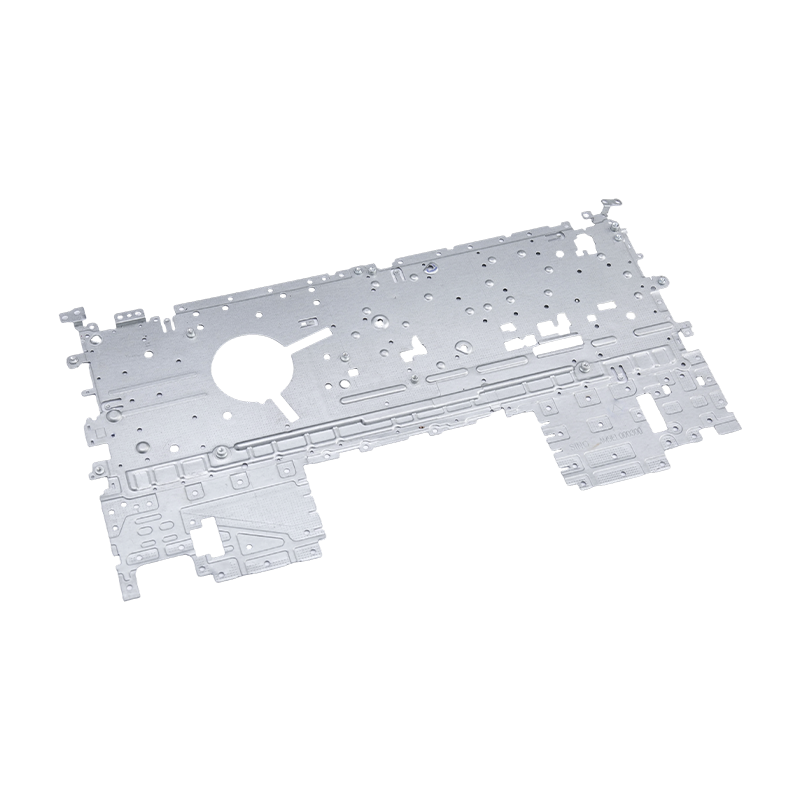
Dijelovi za utiskivanje prijenosnog računala
Naši dijelovi za utiskivanje prijenosnih računa...
-
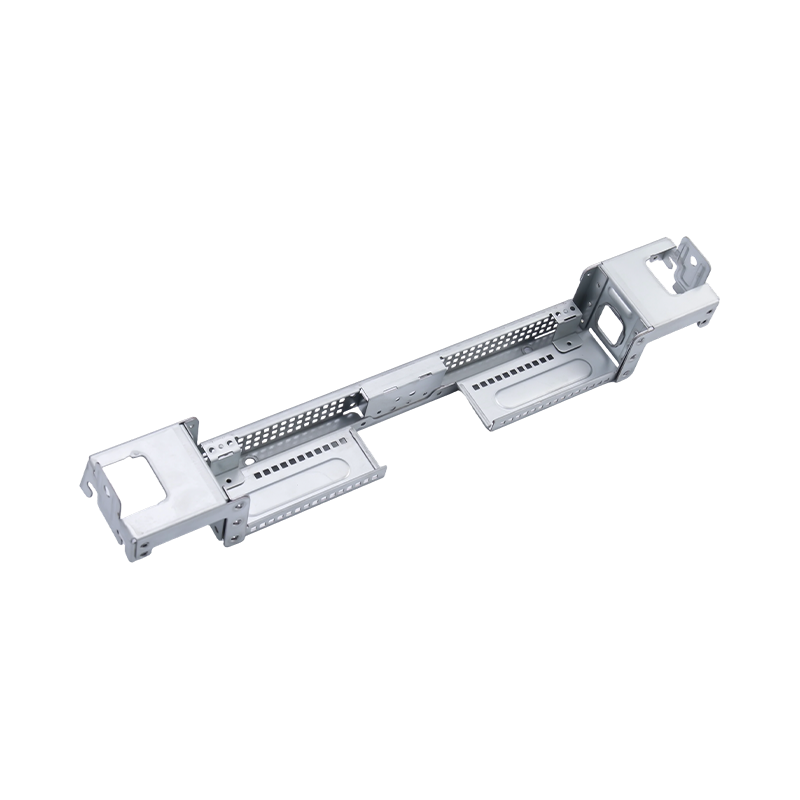
Vrhunski veliki računalni dijelovi za žigosanje
Naši vrhunski dijelovi za utiskivanje velikih r...
-
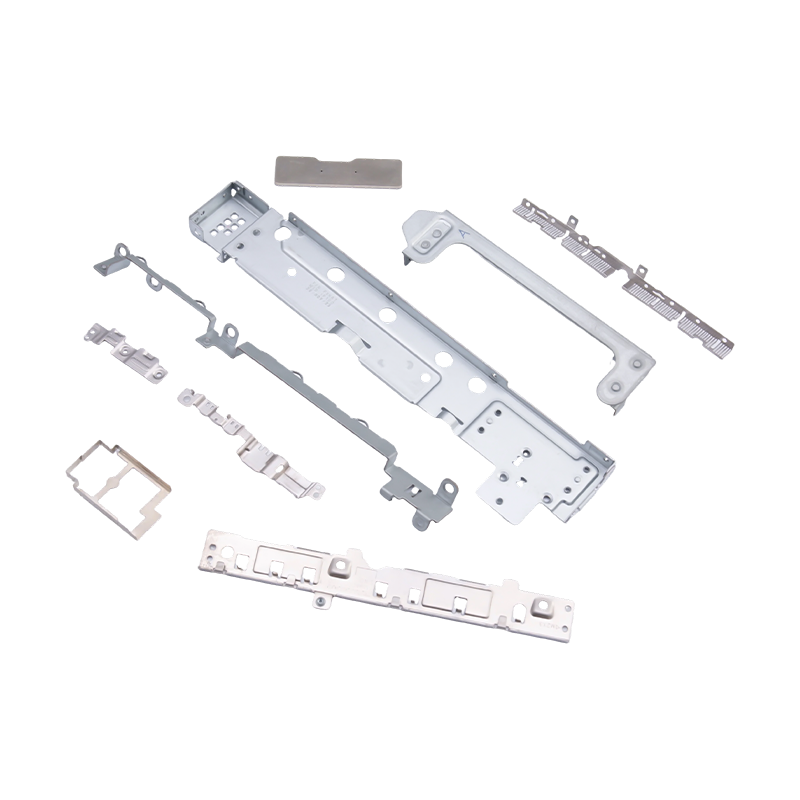
Sitni štancani dijelovi za laptope i mobitele
Kao bitne unutarnje komponente za modernu prije...
-
Dijelovi za utiskivanje autosjedalica
Dijelovi za utiskivanje automobilskih sjedala o...
-

Dijelovi za utiskivanje kućišta automobilskog motora
Dijelovi za utiskivanje kućišta automobilskog m...
Vijesti iz industrije
Metalni dijelovi za utiskivanje: vrste i primjena
2026-04-27
Što su metalni dijelovi za utiskivanje i zašto je preciznost važna
Metalni dijelovi za utiskivanje su komponente proizvedene primjenom kontrolirane sile kroz matrice i bušilice na ravne metalne materijale, pretvarajući sirovi materijal u precizno oblikovane strukturne i funkcionalne elemente kroz operacije koje uključuju izrezivanje, bušenje, savijanje, izvlačenje i kovanje. Za razliku od strojne obrade, koja uklanja materijal kako bi se postigla geometrija, žigosanje pomiče i oblikuje metal, ne stvarajući praktički nikakav otpadni materijal u fazi rezanja i omogućavajući vremena ciklusa mjerena u djelićima sekunde po dijelu. Kombinacija brzine, ponovljivosti i dimenzionalne dosljednosti čini žigosanje metala dominantnim proizvodnim procesom gdje god su potrebne velike količine komponenti od lima.
Preciznost je definirajuća karakteristika koja odvaja industrijsko žigosanje od robnih limova. U primjenama kao što su potrošačka elektronika, automobilski sklopovi i kućanski uređaji, žigosane komponente moraju zadovoljiti tolerancije od ±0,05 mm na kritičnim dimenzijama, s odstupanjima od ravnosti kontroliranim na manje od 0,1 mm po površini dijela. Postizanje ovih specifikacija dosljedno u proizvodnim serijama od stotina tisuća komada zahtijeva progresivne alate za matrice projektirane na mikronsku točnost, servo pogonjene sustave preše s praćenjem tonaže u stvarnom vremenu i in-line vizualnu inspekciju sposobnu otkriti visinu srha, odstupanje položaja rupa i površinske nedostatke pri brzini proizvodnje.
Materijali obrađeni metalnim štancanjem obuhvaćaju širok spektar. Hladno valjani čelik (SPCC, DC01), elektro-pocinčani lim, vruće pocinčani čelik, nehrđajući čelik razreda 304 i 430, aluminijske legure 1050 i 5052, bakrene legure i berilijev bakar svi se rutinski žigosaju ovisno o mehaničkim zahtjevima, otpornosti na koroziju i vodljivosti ciljane primjene. Odabir materijala izravno utječe na stopu trošenja matrice, ponašanje opruge, kvalitetu završne obrade površine i nizvodne procese završne obrade — pozlaćivanje, eloksiranje, premazivanje prahom — koje će zahtijevati završno utiskivanje.
Dijelovi za elektroničko žigosanje: Preciznost u srcu modernih uređaja
Dijelovi za elektroničko žigosanje predstavljaju jedan od tehnički najzahtjevnijih segmenata industrije štancanja metala. Komponente proizvedene za sklopove tiskanih ploča, konektore, terminale, EMI zaštitne limenke, kontakte baterija, kućišta prekidača i nosače senzora moraju kombinirati submilimetarsku dimenzionalnu točnost sa specifičnim električnim, toplinskim i mehaničkim svojstvima performansi — sve unutar strogih ograničenja troškova konkurentskih tržišta potrošačke elektronike.
Priključci konektora i kontaktne opruge među najzahtjevnijim su dijelovima za elektroničko utiskivanje. Proizvedeni od fosforne bronce, berilij-bakra ili mjedene trake u debljinama od 0,1 mm do 0,5 mm, ovi dijelovi zahtijevaju višestupanjske progresivne matrice koje istovremeno brišu profil, formiraju geometriju opruge i kuje kontaktnu površinu u jednom potezu pritiska. Kontaktna sila, trajnost ciklusa umetanja/izvlačenja i kontaktni otpor — koji se obično zahtijevaju ispod 10 mΩ nakon 1000 ciklusa umetanja — potvrđuju se putem testnih protokola specifičnih za primjenu, a ne generičkim certifikatima materijala.
EMI zaštitne kutije i RF kućišta
EMI zaštitne limenke su elektronički dijelovi za utiskivanje tankih stijenki izrađeni od nikal-srebra, hladno valjanog čelika ili nehrđajućeg čelika debljine 0,15–0,3 mm. Njihova je funkcija obuzdavanje radiofrekvencijskog zračenja iz procesorskih modula velike brzine, IC-ova za bežičnu komunikaciju i sklopova za upravljanje napajanjem na gusto naseljenim tiskanim pločama. Dimenzionalna točnost perimetra i visine limenke je kritična: razmaci veći od 0,1 mm na dosjednoj prirubnici stvaraju otvore koji ugrožavaju učinkovitost zaštite za 10-20 dB na frekvencijama iznad 1 GHz, izravno degradirajući radio performanse uređaja i potencijalno uzrokujući neuspjeh regulatorne certifikacije.
Kontakti baterije i opružni terminali
Kontaktne opruge baterije u prijenosnim uređajima moraju isporučivati konzistentnu kontaktnu silu tijekom cijelog vijeka trajanja ciklusa umetanja i uklanjanja baterije — obično 500–1000 ciklusa za potrošačke uređaje. Elektronički dijelovi za žigosanje u ovoj kategoriji proizvode se od nehrđajućeg čelika ili fosforne bronce s pozlatom ili niklom nanesenim na kontaktni vrh. Geometrija opruge — konzolna, zavojita ili presavijena — optimizirana je putem simulacije konačnih elemenata tijekom projektiranja alata kako bi se osiguralo da kontaktna sila ostane unutar navedenog okvira (obično 1–3 N) preko punog dimenzionalnog skupa tolerancije baterije i kućišta.
Dijelovi za utiskivanje prijenosnih računala: Strukturna preciznost u sklopovima tankog profila
Dijelovi za utiskivanje prijenosnog računala rade pod jedinstvenim skupom ograničenja koja ih razlikuju od općih elektroničkih dijelova za žigosanje. Neumorna težnja prema tanjim, lakšim dizajnom prijenosnih računala — s debljinom kućišta sada redovito ispod 14 mm i ukupnom težinom sustava ispod 1 kg — zahtijeva žigosane komponente koje daju maksimalnu strukturnu krutost pri minimalnoj debljini materijala, dok se uklapaju u omotnice sklopa mjerene u desetinkama milimetra.
Nosač šarke jedan je od mehanički najzahtjevnijih dijelova za utiskivanje u bilo kojem dizajnu prijenosnog računala. Izrađeni od nehrđajućeg čelika visoke čvrstoće ili hladno valjanog čelika s vlačnom čvrstoćom većom od 600 MPa, nosači šarki moraju izdržati cikličko opterećenje od zamora operacija otvaranja i zatvaranja poklopca — obično procijenjeno na 20 000–30 000 ciklusa u komercijalnim prijenosnim računalima — bez trajne deformacije ili pukotina na površini. Progresivno utiskivanje nakon čega slijedi kovanje na mjestima provrta šarke osigurava da promjer provrta i poziciona točnost ispunjavaju zahtjeve čvrstog interferencijskog pristajanja sklopa zakretnog klina šarke.
Unutarnji nosači za pojačanje kućišta, držači za montažu matične ploče, stezaljke za zadržavanje termalnih modula i potporni okviri za stražnju ploču tipkovnice dodatne su kategorije dijelova za utiskivanje prijenosnih računala gdje je upravljanje dimenzionalnim slaganjem kritično. Uz tolerancije montaže na razini sustava mjerene u djelićima milimetra, svaki otisak mora dosljedno pogađati svoj pojedinačni prozor tolerancije — obično ±0,1 mm na položajima rupa i ±0,05 mm na kritičnim spojevima — kako bi se omogućilo robotsko sklapanje bez ručnog podešavanja. Površinska obrada, uključujući neelektričko poniklavanje, crni oksid i premaz za kemijsku konverziju, primjenjuje se na ove dijelove kako bi se zadovoljili zahtjevi otpornosti na koroziju i vodljivosti uzemljenja.
Dijelovi za utiskivanje kućanskih aparata: trajnost projektirana za desetljeća rada
Dijelovi za utiskivanje kućanskih aparata služe kao temeljni strukturni i funkcionalni kostur hladnjaka, perilica rublja, klima uređaja i mikrovalnih pećnica. Za razliku od potrošačke elektronike — gdje je životni vijek proizvoda od tri do pet godina tipičan — veliki kućanski uređaji dizajnirani su za deset do petnaest godina neprekidnog rada u kućnim okruženjima koja uključuju vlagu, promjene temperature, vibracije i kemijsku izloženost sredstvima za čišćenje. Otisnuti metalni dijelovi unutar ovih proizvoda moraju odgovarati očekivanoj trajnosti.
Odabir materijala za dijelove za utiskivanje kućanskih aparata odražava ovaj zahtjev dugog vijeka trajanja. Pocinčani čelični lim (vruće ili elektro-pocinčan) pruža zaštitu od korozije u unutarnjim pločama i dijelovima šasije izloženim kondenzaciji i sredstvima za čišćenje. Nehrđajući čelik razreda 430 specificiran je za vidljive vanjske površine i unutarnje komponente bubnja u perilicama rublja gdje su kozmetički izgled i otpornost na mrlje vrhunski zahtjevi. Lim od aluminijske legure - obično 3003 ili 5052 - koristi se u rebrima izmjenjivača topline i dekorativnim prednjim pločama gdje su smanjenje težine i kompatibilnost s eloksiranjem prioriteti.
Strukturalne uloge: nosači, šasija i spojni dijelovi
Unutar sklopa uređaja, dijelovi za utiskivanje kućanskih uređaja obavljaju tri primarne strukturne funkcije. Nosači za montažu motora pričvršćuju unutarnje motore — kompresore u hladnjacima, pogonske motore u perilicama rublja, motore ventilatora u unutarnjim jedinicama klima uređaja — na okvir uređaja s dovoljnom čvrstoćom da izoliraju vibracije i spriječe otkazivanje uslijed zamora na mjestima pričvršćivača tijekom životnog vijeka proizvoda. Oznake na šasiji čine nosivi kostur koji podupire tijelo uređaja, nosi težinu unutarnjih komponenti i daje referentne podatke o dimenzijama iz kojih se referenciraju sve operacije sklapanja. Spojni dijelovi povezuju glavne podsklopove, prenoseći mehanička opterećenja između konstrukcijskog okvira, šarki vrata, struktura za ugradnju upravljačke ploče i nosača za usmjeravanje cijevi ili kabelskog svežnja.
Zahtjevi za kontrolu kvalitete za žigove za uređaje
Tijekom proizvodnje dijelova za utiskivanje kućanskih aparata provode se stroge provjere kvalitete kako bi se zadovoljili zahtjevi dugog vijeka trajanja kućanskih uređaja. Sljedeći parametri inspekcije rutinski se provjeravaju na ulaznoj inspekciji, kontrolnim točkama u procesu i konačnom prihvaćanju:
- Ravnost i točnost oblika: Ploče šasije i površine za ugradnju nosača provjeravaju se na površinskim pločama ili učvršćenjima CMM-a kako bi se potvrdila ravnost unutar specifikacije — obično 0,3–0,8 mm preko cijele duljine ploče — kako bi se osiguralo pravilno pristajanje sklopa i spriječila koncentracija naprezanja na mjestima spajanja.
- Otpornost na koroziju: Ispitivanje slanog spreja prema ISO 9227 — 72 do 240 sati, ovisno o primjeni — provjerava da sustav premaza (pocinčavanje, pocinčavanje ili premaz u prahu) pruža odgovarajuću zaštitu za predviđeno radno okruženje.
- Provjera dimenzija kritičnih značajki: Promjeri rupa, udaljenosti od ruba do rupe i kutovi savijenih prirubnica na sučeljima sklopa mjere se optičkim komparatorom ili koordinatnim mjernim strojem pri definiranim frekvencijama uzorkovanja kako bi se potvrdilo da dijelovi ostaju unutar prozora tolerancije tijekom proizvodne serije.
- Kontrola visine čičaka: Izloženi rubovi i probušene rupe provjeravaju se na visinu neravnina — obično je potrebna ispod 0,1 mm — kako bi se spriječilo oštećenje izolacije ožičenja, ozljeda operatera tijekom sastavljanja i koncentracija naprezanja koja bi mogla izazvati pukotine nastale zamorom tijekom rada uređaja.
Usporedba zahtjeva za primjenu u različitim segmentima žigosanja
Tri primarna segmenta - opći metalni dijelovi za žigosanje, elektronički dijelovi za žigosanje, dijelovi za žigosanje prijenosnih računala i dijelovi za žigosanje kućanskih aparata - dijele isti osnovni proizvodni proces, ali se značajno razlikuju u stupnju materijala, toleranciji dimenzija, završnoj obradi površine i zahtjevima okoline servisa. Tablica u nastavku sažima ključne razlike koje podržavaju specifikacije i odluke o izvoru:
| Atribut | Elektronički dijelovi za žigosanje | Dijelovi za utiskivanje prijenosnog računala | Dijelovi za utiskivanje kućanskih aparata |
|---|---|---|---|
| Tipična debljina materijala | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Ključni materijali | Fosforna bronca, berilijev bakar, nikal-srebro | Nehrđajući čelik visoke čvrstoće, hladno valjani čelik | Galvanizirani čelik, nehrđajući čelik 430, aluminijska legura |
| Tolerancija dimenzija | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Primarni fokus na izvedbu | Vodljivost, kontaktna sila, EMI prigušenje | Trajnost na zamor, krutost, smanjenje težine | Otpornost na koroziju, nosivost konstrukcije |
| Površinska obrada | Pozlata, poniklana, pokositrena | Bezelektrični nikal, crni oksid, kemijska konverzija | Vruće cinčanje, praškasto lakiranje, eloksiranje |
| Životni vijek dizajna | 3 – 5 godina (ciklus potrošača) | 3 – 7 godina | 10 – 15 godina |

Nabavka metalnih dijelova za utiskivanje: Što procijeniti kod dobavljača
Odabir sposobnog dobavljača za žigosanje zahtijeva usporednu procjenu tehničke infrastrukture, sustava upravljanja kvalitetom i proizvodnog kapaciteta. Ponuda najniže jedinične cijene od dobavljača bez validirane sposobnosti alata, opreme za inspekciju tijekom procesa i kontrole površinske obrade dosljedno će proizvesti veće ukupne troškove kroz preradu, zaustavljanje linije i vraćanje na teren. Sljedeći kriteriji daju strukturirani okvir za ocjenjivanje:
- Dizajn alata i mogućnost održavanja: Interni progresivni dizajn matrice, oprema za CNC alatnicu i dokumentirani rasporedi održavanja matrice pokazatelji su dobavljača koji može kontrolirati kvalitetu dijelova putem sredstava alata umjesto da se oslanja na sortiranje.
- Raspon kapaciteta preše: Flota dobavljača koja obuhvaća 25-tonske stolne preše do 400-tonske preše s okvirom ili ravnom stranom ukazuje na sposobnost rukovanja i osjetljivim elektroničkim dijelovima za utiskivanje i dijelovima za utiskivanje velikih kućanskih uređaja unutar odnosa s jednim izvorom.
- Infrastruktura mjeriteljstva i inspekcije: Sposobnost CMM-a, optički komparatori, ispitivači hrapavosti površine i komore za ispitivanje slanog spreja na licu mjesta pokazuju da dobavljač može generirati objektivne podatke o kvaliteti umjesto da se oslanja samo na vizualni pregled.
- Certifikati: ISO 9001:2015 kao osnovni sustav upravljanja kvalitetom; IATF 16949 za sudjelovanje u lancu opskrbe automobila; ISO 14001 za upravljanje okolišem — posebno relevantan kada procesi površinske obrade uključuju regulirane kemikalije.
- Sljedivost materijala: Certifikati mlina povezani sa evidencijom o proizvodnim serijama omogućuju timovima za analizu kvarova da prate greške na terenu do specifičnih zagrijavanja materijala i procesa obrade — o čemu se ne može pregovarati za dijelove za žigosanje prijenosnih računala i elektroničke dijelove za žigosanje koji se isporučuju na regulirana krajnja tržišta.
Prethodni post
Lagan, visokoprecizan: Strategije matrice za duboko izvlačenje koje pokreću inovacije panela karoserije EV
Sljedeći post
Od panela karoserije do kućišta akumulatora: Inženjering iza automobilskih matrica za duboko izvlačenje
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
