-
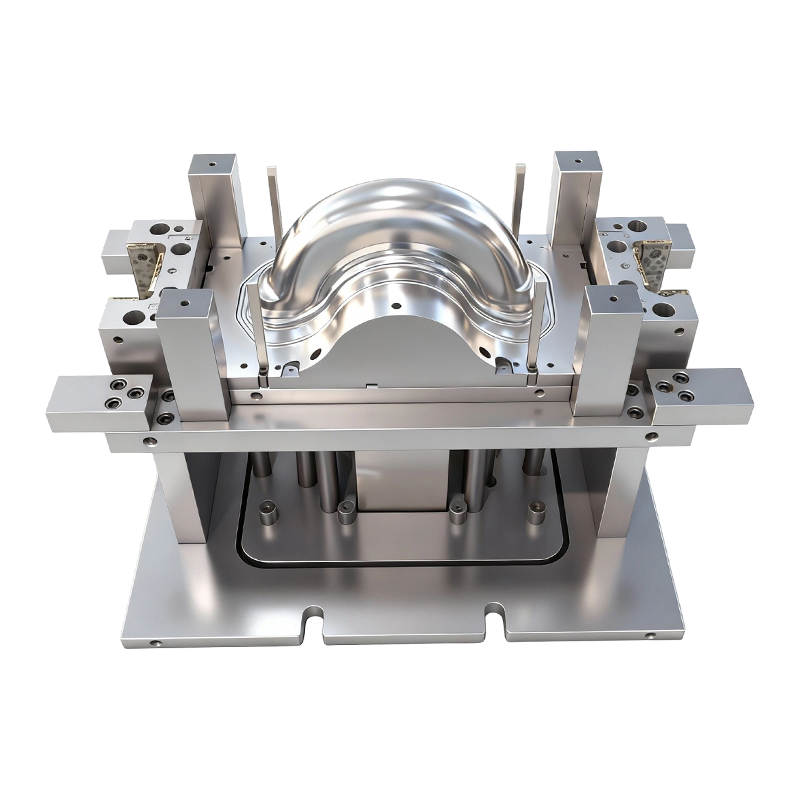
Kalup za duboko izvlačenje prednjih i stražnjih kotača električnih vozila na dva kotača
Ovaj kalup za duboko izvlačenje prednjih i stra...
-
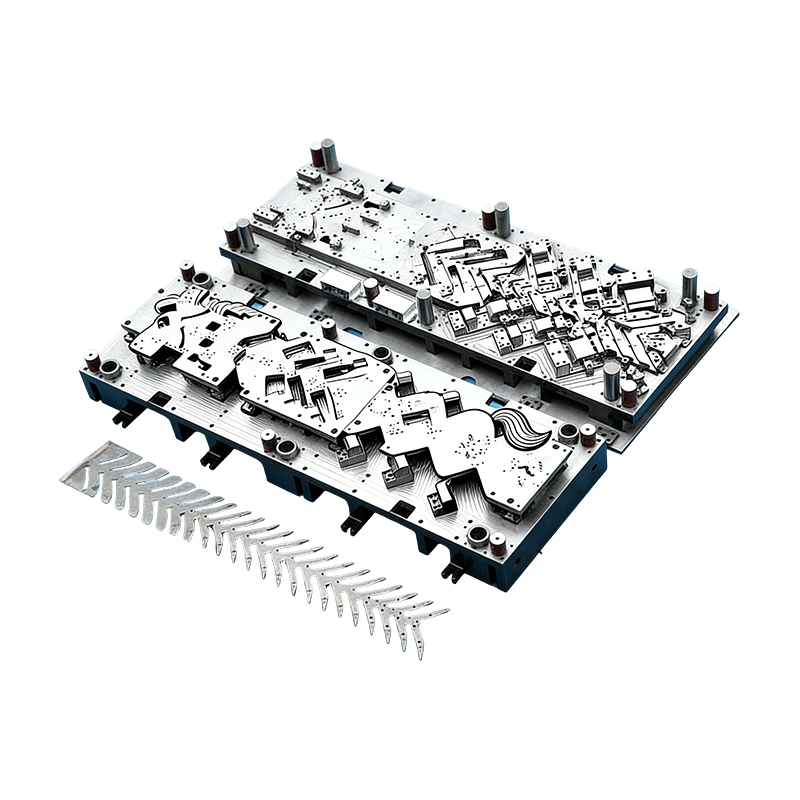
Progresivni kalupi za automobilske dijelove
Ovaj kontinuirani kalup za kućišta automobilski...
-
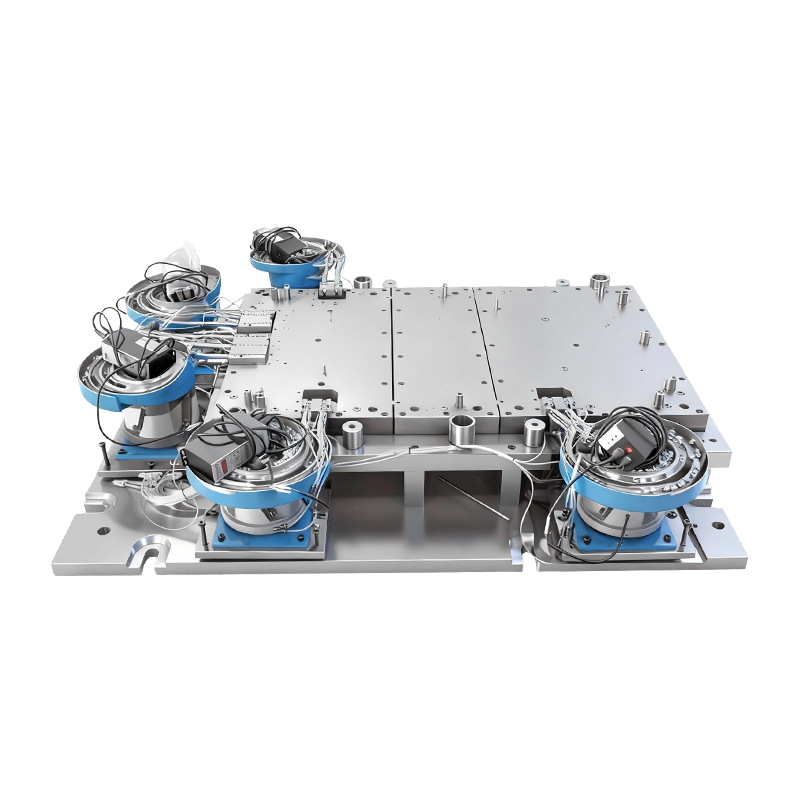
Automatski kalup za zakivanje za bazu velikog računala
Ovaj automatski kalup za zakivanje za veliku ba...
-
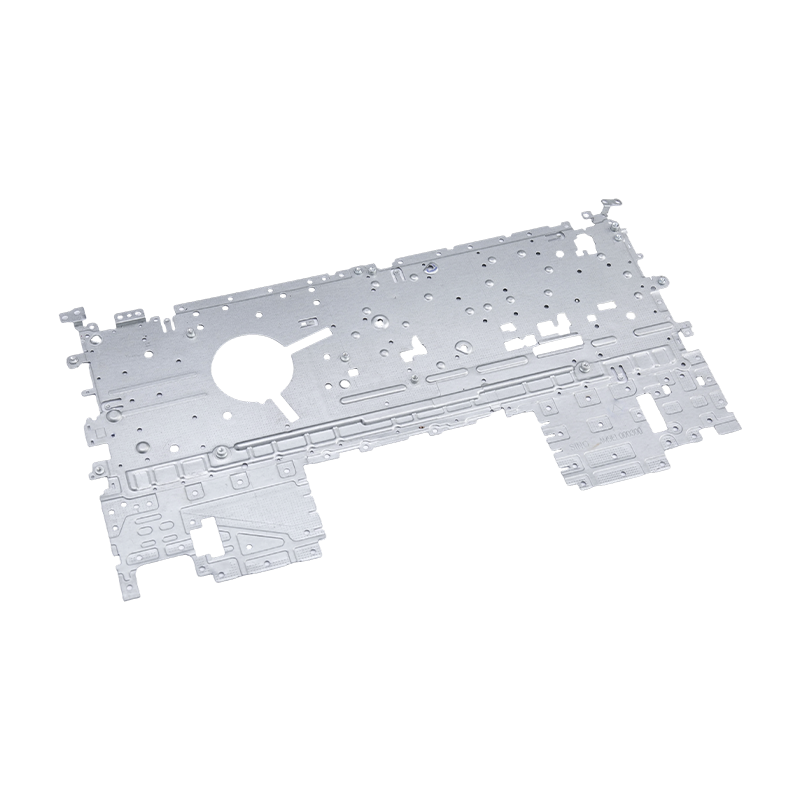
Dijelovi za utiskivanje prijenosnog računala
Naši dijelovi za utiskivanje prijenosnih računa...
-
Vrhunski dijelovi za utiskivanje pećnice
Naši vrhunski dijelovi za utiskivanje pećnica p...
-
Vrhunski veliki računalni dijelovi za žigosanje
Naši vrhunski dijelovi za utiskivanje velikih r...
Vijesti iz industrije
Dom / Vijesti / Vijesti iz industrije / Lagan, visokoprecizan: Strategije matrice za duboko izvlačenje koje pokreću inovacije panela karoserije EV
Lagan, visokoprecizan: Strategije matrice za duboko izvlačenje koje pokreću inovacije panela karoserije EV
2026-05-07
Po čemu se automobilske matrice za duboko izvlačenje razlikuju od standardnih alata
Matrice za duboko izvlačenje koje se koriste u proizvodnji automobila i električnih vozila nisu zamjenjive s alatima za lime opće namjene. To su namjenski konstruirani sustavi sastavljeni od četiri primarne komponente — izbijača, matrica, držača za matrice i setova matrica — od kojih je svaka optimizirana za zajednički rad pod ekstremnim opterećenjima oblikovanja. U tipičnoj automobilskoj preši za utiskivanje, probijač se spušta u šupljinu matrice dok držač matrice primjenjuje kontrolirani pritisak prema dolje na prirubnicu lima, vodeći protok metala u šupljinu bez gužvanja ili kidanja. Set matrica osigurava kruti strukturni okvir koji održava poravnanje pod cikličkim opterećenjima koja mogu premašiti nekoliko stotina tona po hodu.
Ono što razlikuje automobilsku razinu matrice za duboko izvlačenje je tolerancija preciznosti koja se zahtijeva za cijeli alat. Obično se drži točnosti dimenzija ±0,02 mm preko kritičnih površina za oblikovanje, što je zahtjev potaknut činjenicom da se kumulativna odstupanja preko panela karoserije - na primjer, vanjske ploče vrata - izravno prevode u vidljive površinske nedostatke ili praznine u sklopu koji utječu i na estetiku i na strukturno pristajanje. Površinska obrada radijusa proboja i matrice jednako je kritična: Ra vrijednost od ≤0,05 μm (kvaliteta gotovo zrcalna) smanjuje stanjivanje i brazde izazvane trenjem, osobito pri obradi legura visoke čvrstoće ili laganih legura.
Mogućnost oblikovanja aluminijske legure i uloga tališta aluminija u projektiranju procesa
Aluminijska legura je postao dominantan lagani materijal i za tradicionalne automobilske karoserije i za konstrukcijske komponente električnih vozila, zahvaljujući povoljnom omjeru čvrstoće i težine, otpornosti na koroziju i mogućnosti recikliranja. Međutim, aluminij predstavlja jedinstvene izazove u dubokom izvlačenju koji su izravno povezani sa svojstvima njegovog materijala — uključujući njegovo toplinsko ponašanje u odnosu na talište aluminija .
Čisti aluminij tali se na približno 660 °C , ali aluminijske legure koje se koriste u automobilskom štancanju — prvenstveno serije 5xxx (Al-Mg) i 6xxx (Al-Mg-Si) — imaju raspon taljenja koji počinje nešto niže, ovisno o sastavu legure. Dok se sama točka taljenja aluminija ne postiže izravno tijekom hladnog štancanja, ona je vrlo relevantna za dva područja koja su povezana s procesom: toplo oblikovanje i upravljanje hlađenjem matrice. U toplom oblikovanju aluminija, sirovci se zagrijavaju na 200–300 °C (pažljivo odabrani dio točke taljenja) kako bi se povećala duktilnost i smanjilo povratno opruženje, omogućujući proizvodnju složenih geometrija koje bi popucale u uvjetima oblikovanja na sobnoj temperaturi. Projektanti matrice moraju uzeti u obzir toplinsko širenje na ovim temperaturama, u skladu s tim ponovno kalibrirati zazore i parametre sile držača slijepog uzorka.
Čak i kod konvencionalnog hladnog dubokog izvlačenja, toplina uslijed trenja koja se stvara na sučeljima probijanja i pražnjenja može značajno povisiti lokalne površinske temperature. Za aluminijske legure, koje imaju relativno nisko talište u usporedbi s čelikom, prekomjerno lokalizirano zagrijavanje ubrzava žuljenje - ljepljivi prijenos aluminija na površine kalupa - što pogoršava završnu obradu površine, povećava sile oblikovanja i skraćuje vijek trajanja alata. To čini strategiju podmazivanja i izbor površinskog premaza matrice posebno važnim pri obradi aluminijska legura plahte.
Uobičajene automobilske legure aluminija i njihove karakteristike oblikovanja
| Serija legura | Tipična ocjena | Raspon topljenja (°C) | Ključna aplikacija |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 (prikaz, stručni). | Unutrašnjost haube, unutrašnjost vrata, EV kućišta |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 (prikaz, stručni). | Vanjske ploče karoserije, strukturni zatvarači |
| Mg-Al (magnezij-aluminij) | AZ31, AM60 | 470–630 (prikaz, stručni). | Kućišta baterija za EV, ploče s instrumentima |
Dizajn kalupa specifičan za EV: omjeri dubokog izvlačenja, kućišta baterija i mala težina
Proizvodnja električnih vozila postavlja zahtjeve za kalupe za duboko izvlačenje koji nadilaze ono što zahtijeva tradicionalno automobilsko žigosanje. Tehnički najzahtjevnija primjena je izrada kućišta akumulatora od legure magnezija i aluminija — velikih, dubokih, strukturno složenih kućišta koja štite nizove baterijskih ćelija dok pridonose ukupnoj masi vozila. Ove komponente zahtijevaju omjeri dubokog izvlačenja veći od 2,5:1 (omjer promjera slijepe ploče i promjera proboja), koji gura materijal do njegovih granica duktilnosti i zahtijeva izniman inženjering kalupa kako bi se izbjeglo pucanje prirubnice ili pretjerano stanjivanje stijenke.
Minimiziranje stanjivanja materijala preko iscrtane stijenke ključno je za kućišta baterija jer ujednačenost debljine stijenke izravno utječe na strukturnu krutost i performanse pri sudaru. Dizajneri matrice rješavaju ovo kroz nekoliko koordiniranih strategija: optimiziranje radijusa vrha probijanja za ravnomjerniju raspodjelu naprezanja, implementacija profila varijabilne sile držača slijepog dijela (BHF) koji progresivno povećavaju pritisak kako se dubina izvlačenja povećava, i primjenom sekvenci crtanja u više faza za posebno duboke geometrije umjesto pokušaja oblikovanja u jednoj operaciji.
Pomak prema smanjenoj težini također je potaknuo usvajanje modularnih struktura kalupa u programima električnih vozila. Umjesto strojne obrade monolitnog bloka matrice, modularni dizajni koriste izmjenjive umetke za zone visokog trošenja kao što su polumjeri ulaska matrice i kutovi bušilica. Ovaj pristup smanjuje troškove alata po programu vozila za 20-35% u scenarijima velike količine, budući da se istrošeni umeci mogu zamijeniti bez odbacivanja cijelog seta matrica. Modularni kalupi također omogućuju bržu prilagodbu kada dođe do iteracija dizajna tijekom razvojnog ciklusa EV-a, koji se kreće brže od tradicionalnih automobilskih programa.
Kontrola sile praznog držača: istovremeno sprječava naboranje i pucanje
Sila držača slijepog uzorka je pojedinačna najutjecajnija procesna varijabla u dubokom izvlačenju, a njezina ispravna kalibracija ono je što odvaja stabilan proizvodni proces od onog sklonog otpadu. Premalo BHF-a dopušta rubu da se savije pod tlačnim obodnim naprezanjem, stvarajući nabore koji se ne mogu izravnati u sljedećim operacijama. Previše BHF-a sprječava protok metala u šupljinu matrice, uzrokujući vlačni lom stjenke — obično na radijusu probijanja, gdje je materijal najtanji.
Za aluminijska legura limova, prihvatljivi BHF prozor je uži nego za čelik s niskim udjelom ugljika jer aluminij ima niži eksponent deformacijskog otvrdnjavanja i osjetljiviji je na lokalizirano stanjivanje. Moderni automobili matrice za duboko izvlačenje riješite to s hidrauličkim ili servo-kontroliranim držačima slijepih dijelova koji mogu dinamički prilagoditi tlak u stvarnom vremenu na temelju povratnih informacija iz ćelija za opterećenje ugrađenih u strukturu matrice. Ova kontrola zatvorene petlje posebno je vrijedna kod izvlačenja komponenti od legure magnezija i aluminija na povišenim temperaturama, gdje se naprezanje protoka materijala kontinuirano mijenja kako se blanko hladi tijekom hoda.
Sljedeći čimbenici moraju biti uravnoteženi prilikom postavljanja parametara praznog držača za novu operaciju dubokog izvlačenja:
- Granica tečenja materijala i istezanje: Legure veće čvrstoće zahtijevaju veću BHF kako bi spriječile nabiranje, ali su istovremeno osjetljivije na pucanje, zahtijevajući strožu kontrolu propusnosti.
- Prazna geometrija i dubina crtanja: Ne-kružne praznine — uobičajene u primjenama panela vrata i kućišta baterija — razvijaju nejednoliku raspodjelu naprezanja na prirubnici, zahtijevajući segmentirane držače ili držače praznina s promjenjivom geometrijom.
- Debljina filma za podmazivanje: Deblji filmovi maziva smanjuju trenje i snižavaju BHF potreban za sprječavanje habanja, ali pretjerano podmazivanje može uzrokovati efekte hidroplaninga koji destabiliziraju protok metala.
- Brzina pritiska: Veće brzine štancanja povećavaju stope naprezanja, što utječe na naprezanje tečenja aluminija i sužava siguran BHF raspon — kritično razmatranje pri prelasku s prototipa na linije za masovnu proizvodnju.
Razvoj kalupa vođen simulacijom i inteligentni nadzor u masovnoj proizvodnji
Moderni razvoj automobilskih kalupa više se ne oslanja samo na fizičku probu. Simulacija oblikovanja temeljena na analizi konačnih elemenata (FEA) — korištenjem softverskih platformi kao što su AutoForm ili Dynaform — omogućuje inženjerima kalupa da virtualno testiraju uvjete oblikovanja prije nego što se izreže jedan komad alatnog čelika. Simulacija točno predviđa distribuciju stanjivanja, zone rizika od nabora, veličinu opruge i zahtjeve za silom oblikovanja, omogućujući dizajnerima da računalno optimiziraju geometriju proboja, ulazne radijuse matrice i BHF profile. Za aluminijska legura komponenti sa složenom zakrivljenošću, simulacija može smanjiti iteracije fizičkog testiranja za 40-60%, značajno komprimirajući vremenske okvire razvoja matrice.
Nakon što matrice uđu u masovnu proizvodnju, inteligentni sustavi nadzora održavaju stabilnost procesa kroz tisuće poteza po smjeni. Senzori akustične emisije detektiraju pojavu žuljanja ili zarezivanja površine prije nego što postanu vidljivi. Nizovi mjerača naprezanja u strukturi matrice prate silu oblikovanja u stvarnom vremenu, označavajući odstupanja koja ukazuju na varijacije u materijalu ili kvar maziva. Vision sustavi izvode 100% optičku inspekciju nacrtanih dijelova odmah nakon izbacivanja, mjereći kritične dimenzije u odnosu na CAD nominalne vrijednosti i automatski označavajući dijelove koji su izvan tolerancije za uklanjanje prije nego što dođu do nizvodnog sklopa.
Ova integracija simulacije i praćenja u tisku odražava širu tranziciju industrije: matrice za duboko izvlačenje više nisu pasivni alati već aktivne komponente proizvodnog sustava vođenog podacima. Za proizvođače automobila i električnih vozila koji su predani proizvodnim ciljevima bez grešaka, ulaganje u dizajn kalupa provjeren simulacijom i proizvodne alate opremljene senzorima nije vrhunska opcija — to je konkurentski osnovni zahtjev dok industrija ubrzava svoj pomak prema laganoj težini s naprednim aluminijska legura materijala.

Prethodni post
Dijelovi za utiskivanje autosjedalica: Vodič za kvalitetu i prilagodbu
Sljedeći post
Metalni dijelovi za utiskivanje: vrste i primjena
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
