-
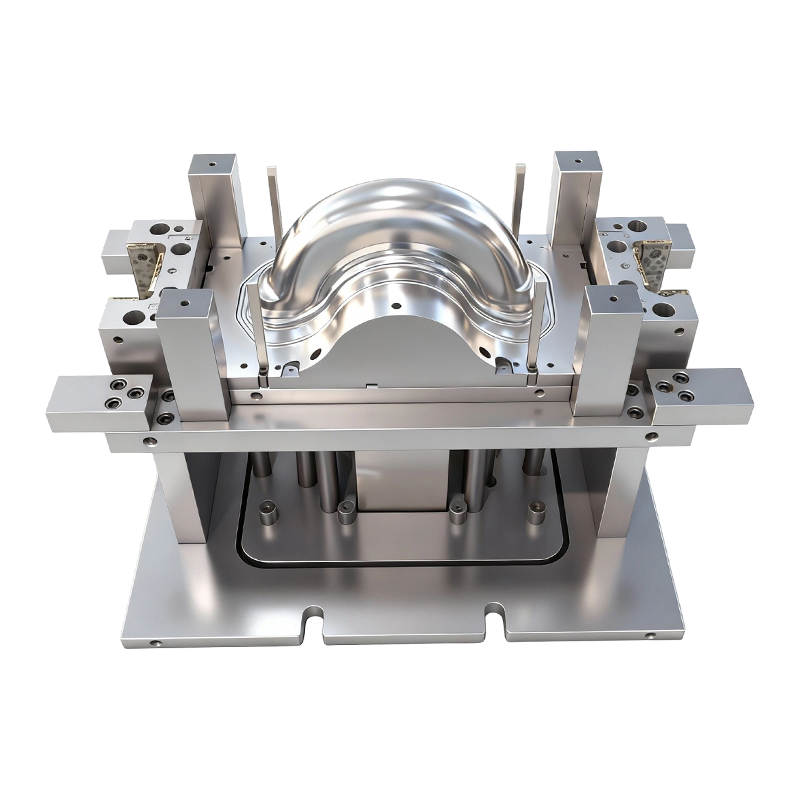
Kalup za duboko izvlačenje prednjih i stražnjih kotača električnih vozila na dva kotača
Ovaj kalup za duboko izvlačenje prednjih i stra...
-

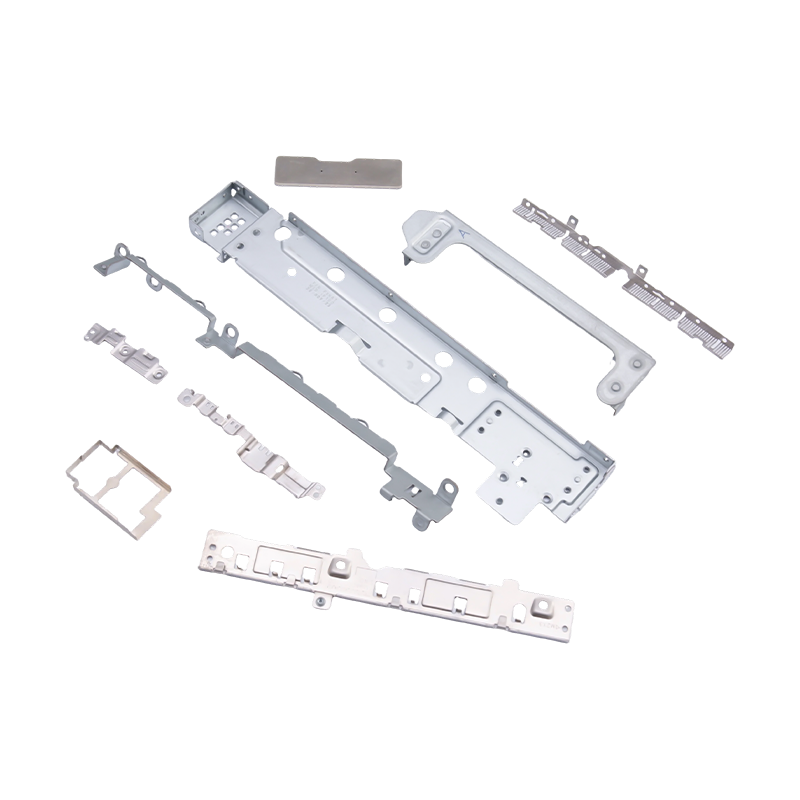
Dijelovi za utiskivanje kućišta automobilskog motora
Dijelovi za utiskivanje kućišta automobilskog m...
-
Sitni štancani dijelovi za laptope i mobitele
Kao bitne unutarnje komponente za modernu prije...
-
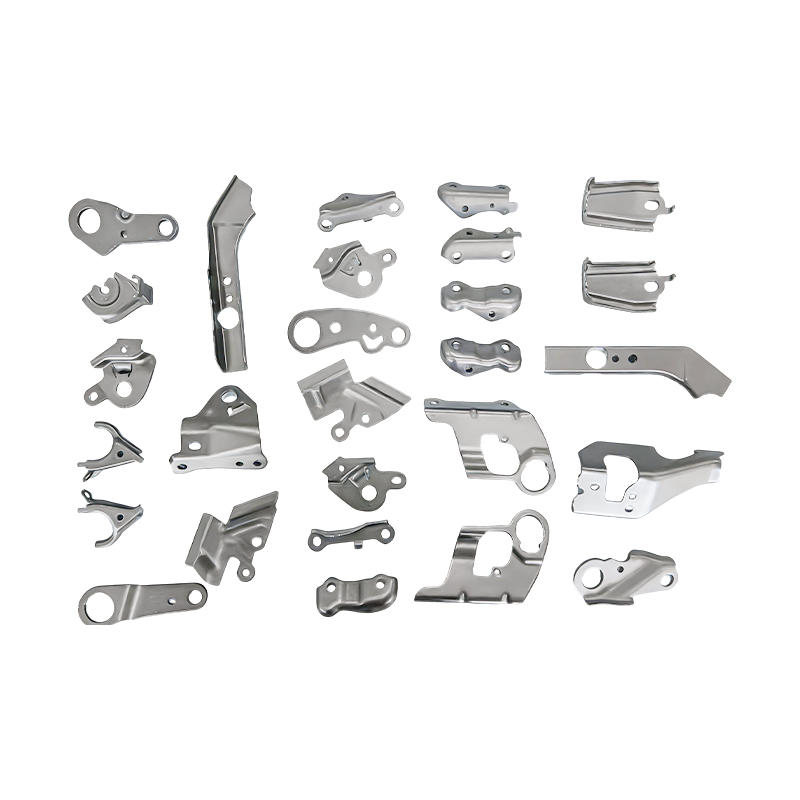
Dijelovi za progresivno utiskivanje malih automobilskih dijelova
Naši dijelovi za progresivno utiskivanje malih ...
-
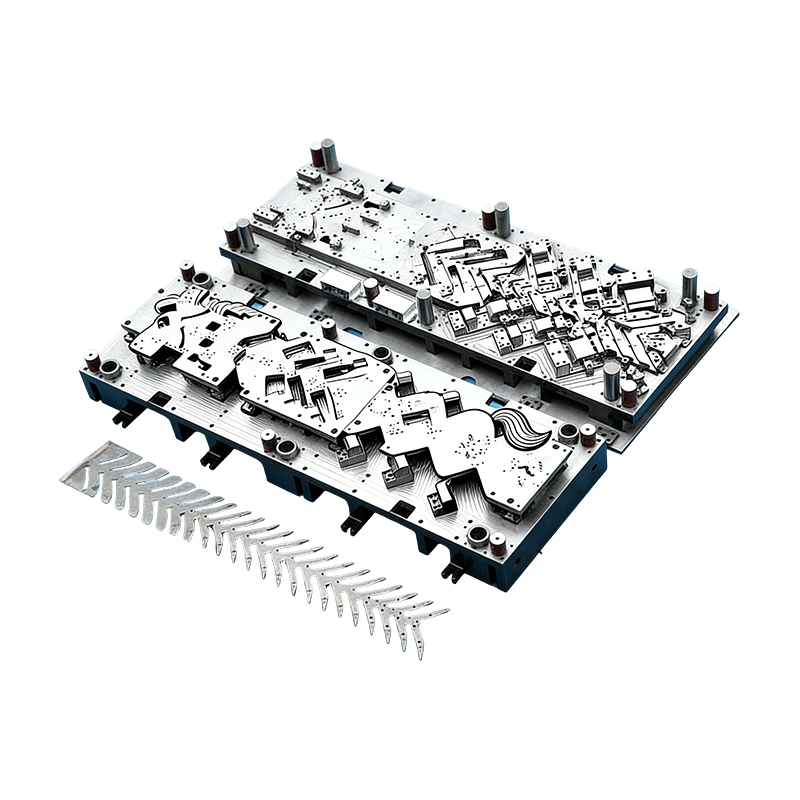
Progresivni kalupi za automobilske dijelove
Ovaj kontinuirani kalup za kućišta automobilski...
Vijesti iz industrije
Dom / Vijesti / Vijesti iz industrije / Od panela karoserije do kućišta akumulatora: Inženjering iza automobilskih matrica za duboko izvlačenje
Od panela karoserije do kućišta akumulatora: Inženjering iza automobilskih matrica za duboko izvlačenje
2026-04-21
Što su automobilske matrice za utiskivanje i kako rade
Matrice za žigosanje automobila su precizni sustavi alata koji se koriste za oblikovanje ravnih metalnih limova u složene trodimenzionalne komponente putem kontrolirane plastične deformacije. Među raznim vrstama, matrice za crtanje i matrice za duboko izvlačenje najkritičniji su za proizvodnju šupljih dijelova ili dijelova u obliku šalice — od vanjskih ploča vrata i poklopaca do kućišta za baterije i strukturalnih ojačanja.
Proces dubokog izvlačenja funkcionira utiskivanjem ravnog metalnog uzorka u šupljinu matrice pomoću probijača, dok držač uzorka primjenjuje kontroliranu silu za usmjeravanje toka metala i sprječavanje nedostataka. Za razliku od plitkog oblikovanja, dubokim izvlačenjem se postiže omjer izvlačenja — omjer promjera slijepe ploče i promjera proboja — koji obično prelazi 2,5:1, što omogućuje proizvodnju znatno dubljih dijelova u odnosu na njihovu širinu. Ova sposobnost je ključna za automobilske aplikacije gdje složena geometrija i strukturni integritet moraju koegzistirati.
Potpuni sklop matrice obično uključuje četiri glavne komponente:
- The udarac , koji fizički deformira metalnu ploču prema dolje u šupljinu
- The umrijeti (ženski kalup), koji definira vanjski oblik i dimenzije oblikovanog dijela
- The prazan držač , koji vrši podesivi pritisak na prirubnicu lima za upravljanje protokom materijala
- The umrijeti set (sklop baze i vodilice), koji osigurava precizno poravnanje i ponovljivost kroz proizvodne cikluse
Zajedno, ove komponente moraju biti projektirane s razinama tolerancije koje se obično održavaju ±0,02 mm , osiguravajući točnost dimenzija u velikim serijama proizvodnje koje mogu doseći stotine tisuća dijelova godišnje.
Ključni kriteriji dizajna za visokoučinkovite matrice za duboko izvlačenje
Dizajniranje učinkovitih matrica za duboko izvlačenje za automobilsku upotrebu zahtijeva balansiranje višestrukih konkurentskih inženjerskih zahtjeva. Loš dizajn dovodi do pucanja, bora, opruge ili preranog trošenja alata — što sve izravno povećava proizvodne troškove i zastoje. Sljedeći parametri ključni su za postizanje dosljednog izlaza bez grešaka.
Kontrola sile praznog držača
Sila držača slijepog elementa (BHF) jedna je od najutjecajnijih varijabli u procesu dubokog izvlačenja. Nedovoljan BHF uzrokuje savijanje i boranje lima dok teče prema unutra; prekomjerni BHF ograničava protok materijala i dovodi do kidanja ili pucanja na polumjeru proboja. Modernoo matrice za žigosanje automobila koristite hidrauličke ili servo-kontrolirane držače slijepih dijelova sposobnih za dinamičku prilagodbu pritiska tijekom ciklusa hoda — često varirajući od 20% do 80% maksimalne sile ovisno o dubini oblikovanja i vrsti materijala.
Površinska obrada i smanjenje trenja
Površine matrice koje su u kontaktu s metalnim limom moraju postići ultra-glatku završnu obradu kako bi se smanjilo stanjivanje izazvano trenjem i nagrizanje. Industrijski standardi za visoke performanse matrice za duboko izvlačenje zahtijevaju hrapavost površine od Ra ≤ 0,05 μm , postignuto poliranjem, tvrdim kromiranjem ili fizičkim nanošenjem pare (PVD) premazima kao što su TiCN ili DLC (ugljik sličan dijamantu). Ovi premazi također značajno produljuju vijek trajanja alata, smanjujući intervale zamjene u okruženjima masovne proizvodnje.
Modularna arhitektura alata
Modularne strukture matrice omogućuju neovisnu zamjenu pojedinačnih komponenti - poput izbijača, umetaka ili segmenata držača slijepih dijelova - umjesto da je potrebna potpuna zamjena matrice. Za proizvođače originalne opreme za automobile koji koriste više varijanti modela na zajedničkim platformama, modularnost smanjuje ulaganje u alate za 25-40% i skraćuje vrijeme prijelaza sa sati na minute. Ovaj pristup dizajnu također pojednostavljuje planiranje održavanja i omogućuje bržu prilagodbu nalozima inženjerskih promjena (ECO).
Primjene u tradicionalnim vozilima naspram električnih vozila
Dok temeljna mehanika dubokog izvlačenja ostaje dosljedna, specifični zahtjevi za tradicionalna vozila i električna vozila (EV) se značajno razlikuju — odražavajući razlike u materijalima, geometriji i strukturnim prioritetima.
| Parametar | Tradicionalna vozila | Električna vozila |
|---|---|---|
| Primarni materijali | Blagi čelik, HSLA čelik | Legura aluminija, legura magnezija i aluminija |
| Tipični omjer izvlačenja | 1,8:1 – 2,2:1 | 2,5:1 i više |
| Ključne oblikovane komponente | Paneli vrata, haube, poklopci prtljažnika | Kućišta baterija, kućišta motora, podne police |
| Zahtjev za toleranciju | ±0,05 mm (ploče tijela) | ±0,02 mm (battery enclosures) |
| Umri materijalni izazov | Otpornost na trošenje za oblikovanje čelika | Sprječavanje habanja s mekim legurama |
Za posebne primjene za EV, matrice za crtanje dizajnirani za kućišta baterija od legure magnezija i aluminija suočavaju se s jedinstvenim izazovima. Ove lagane legure imaju nižu duktilnost od čelika i sklonije su povratnom povratu i površinskim zarezima. Matrice za ove komponente obično su projektirane s grijanim alatom (toplo oblikovanje na 200–300°C) kako bi se poboljšao protok materijala, zajedno sa specijaliziranim kanalima za isporuku maziva integriranim u strukturu matrice za održavanje dosljednih uvjeta trenja tijekom dugih proizvodnih ciklusa.
Simulacijske tehnologije i inteligentni nadzor u strojarstvu
Modern matrice za žigosanje automobila razvijaju se zajedno s naprednim simulacijskim platformama prije nego što se proizvede bilo kakav fizički alat. Softver za analizu konačnih elemenata (FEA) — uključujući alate kao što su AutoForm, Pam-Stamp i LS-DYNA — omogućuje inženjerima da virtualno simuliraju cijeli proces oblikovanja, predviđajući raspodjelu stanjivanja, zone rizika od naboranja, veličinu opruge i zahtjeve za tlakom držača slijepog kalupa s visokom točnošću.
Tipični tijek rada simulacije za složenu duboko nacrtanu komponentu uključuje:
- Unos karakterizacije materijala — granica razvlačenja, n-vrijednost (eksponent otvrdnuća), r-vrijednost (omjer plastične anizotropije) za određenu leguru i stanje
- Analiza formiranja graničnog dijagrama (FLD). — identificiranje sigurnih, rubnih i zona kvara unutar oblikovanog dijela
- Modeliranje povratne kompenzacije — predviđanje elastičnog oporavka i predkompenzacijske geometrije kalupa za postizanje konačnog neto oblika
- Die isprobavanje virtualne iteracije — smanjenje fizičkih ciklusa isprobavanja s 10–15 na manje od 5 po dijelu, čime se značajno štedi vrijeme i troškovi materijala
Osim dizajna, inteligentni sustavi nadzora sve su više ugrađeni u proizvodnju matrice za duboko izvlačenje sebe. Piezoelektrični senzori sile mjere distribuciju sile praznog držača u stvarnom vremenu, dok senzori akustične emisije otkrivaju rane znakove habanja ili pucanja materijala prije nego što se proizvedu neispravni dijelovi. Podaci s ovih senzora unose se u proizvodne izvršne sustave (MES), omogućujući kontrolu procesa zatvorene petlje koja dinamički prilagođava parametre preše — održavajući dimenzionalnu stabilnost čak i kada se svojstva šarže materijala razlikuju od serije zavojnica.
Odabir materijala i obrada površine za dug vijek trajanja alata
Životni vijek od matrice za crtanje u masovnoj automobilskoj proizvodnji je kritičan ekonomski faktor. Može se očekivati da će tipični set kalupa za panel karoserije proizvoditi 500 000 do 1 000 000 dijelova prije nego što bude potrebno veliko obnavljanje. Postizanje toga zahtijeva pažljiv odabir materijala za kalupe i površinske obrade usklađene s materijalom obratka i obujmom proizvodnje.
Uobičajeni materijali za kalupe koji se koriste u automobilskom štancanju uključuju:
- Duktilno lijevano željezo (GGG70L) — isplativo za matrice malog do srednjeg volumena, dobra obradivost, ali niža tvrdoća (58–62 HRC nakon obrade)
- Alatni čelik (D2, DC53) — veća tvrdoća i otpornost na habanje, poželjna za čelične kalupe za oblikovanje velikog volumena
- Karbidni umetci — primijenjeno u kontaktnim zonama s velikim trošenjem, kao što su radijusi matrice i izvlačne perle, produžujući lokalni vijek trajanja za 3–5 puta u usporedbi sa samim alatnim čelikom
- Legure aluminijske bronce — koristi se za kalupe za izradu aluminijskih ili magnezijskih izradaka, sprječavajući nagrizanje zbog uparivanja različitih materijala
Površinski tretmani primijenjeni nakon strojne i toplinske obrade dodatno poboljšavaju učinkovitost. Nitriranje povećava tvrdoću površine na 70 HRC uz zadržavanje žilavosti jezgre. PVD premazi kao što je TiAlN nude tvrdoću veću od 3000 HV i smanjuju koeficijente trenja s ~0,15 na ispod 0,05 — što izravno dovodi do smanjenog stanjivanja u laganim EV komponentama gdje je ujednačenost debljine stijenke kritična za brtvljenje kućišta baterije i strukturne performanse.
Prilagodba matrica za utiskivanje automobila za trendove male težine i visoke čvrstoće
Ubrzani pomak automobilske industrije prema smanjenoj težini — potaknut i učinkovitošću raspona EV i propisima o emisijama — iz temelja preoblikuje zahtjeve koji se postavljaju matrice za žigosanje automobila . Napredni čelici visoke čvrstoće (AHSS) s vlačnom čvrstoćom iznad 1000 MPa, kao i aluminijske legure serije 6xxx i 7xxx, sve više zamjenjuju konvencionalni meki čelik u konstrukcijskim primjenama. Ovi materijali zahtijevaju znatno veće sile oblikovanja, precizniju kontrolu BHF-a i poboljšane strategije povratne kompenzacije u usporedbi s njihovim prethodnicima.
Za proizvođače koji isporučuju matrice na ovo tržište u razvoju, odgovor je bio višesmjeran. Strukture kalupa se redizajniraju s većom krutošću kako bi izdržale povećana opterećenja oblikovanja bez dimenzijskih pogrešaka izazvanih otklonom. Kanali za hlađenje i grijanje integrirani su u tijela kalupa kako bi se omogućilo toplo ili vruće oblikovanje aluminija i bor čelika. A procesi testiranja vođeni simulacijom sažimaju vremenske okvire razvoja čak i kada se složenost dijelova povećava.
U konačnici, matrice za duboko izvlačenje za sljedeću generaciju automobilskih i električnih komponenti moraju istovremeno pružati strože tolerancije, dulji radni vijek, brže postavljanje i kompatibilnost sa širim rasponom naprednih materijala. Postizanje ove ravnoteže zahtijeva integrirani inženjerski pristup — kombinirajući preciznu proizvodnju, napredne premaze, praćenje procesa u stvarnom vremenu i stručnost u znanosti o materijalima — koji pozicionira tehnologiju matrice za duboko izvlačenje kao temeljni pokretač transformacije automobilske industrije.

Prethodni post
Metalni dijelovi za utiskivanje: vrste i primjena
Sljedeći post
Zašto aluminijska legura zamjenjuje čelik u elektroničkim dijelovima za utiskivanje?
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
