-
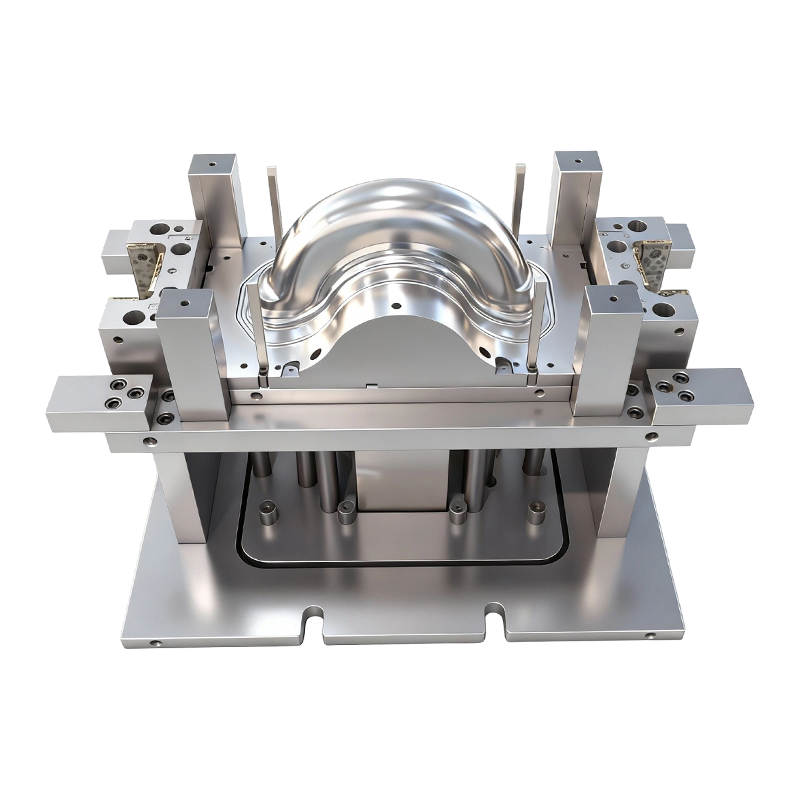
Kalup za duboko izvlačenje prednjih i stražnjih kotača električnih vozila na dva kotača
Ovaj kalup za duboko izvlačenje prednjih i stra...
-
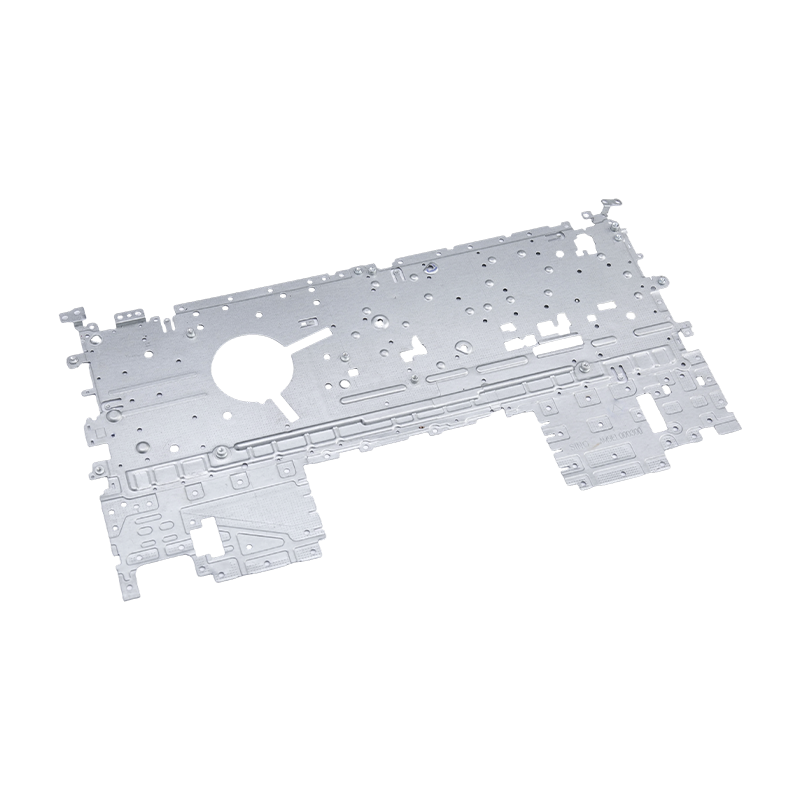
Dijelovi za utiskivanje prijenosnog računala
Naši dijelovi za utiskivanje prijenosnih računa...
-
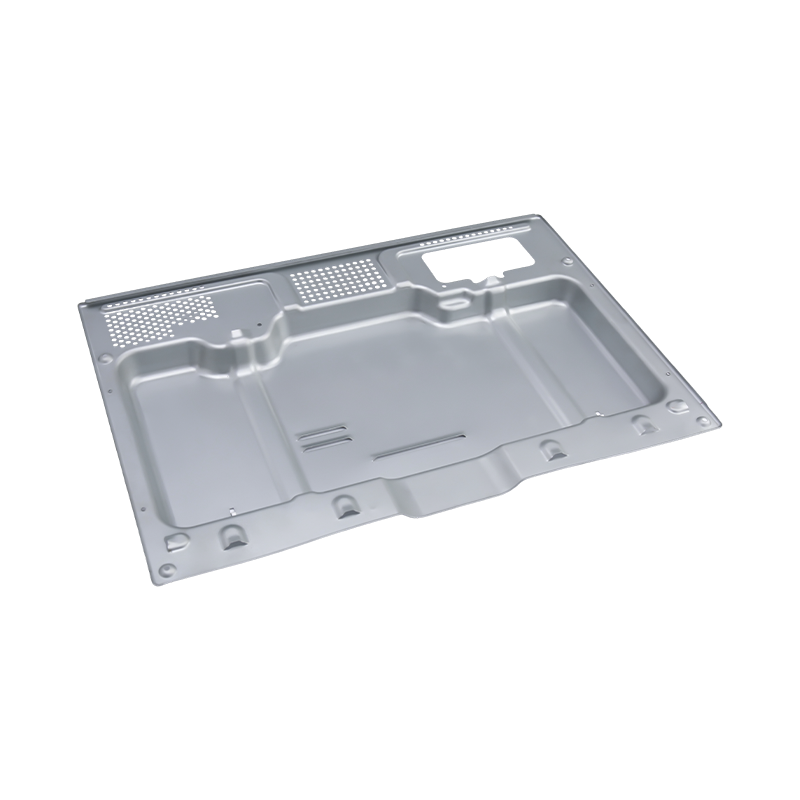
Vrhunski dijelovi za utiskivanje pećnice
Naši vrhunski dijelovi za utiskivanje pećnica p...
-
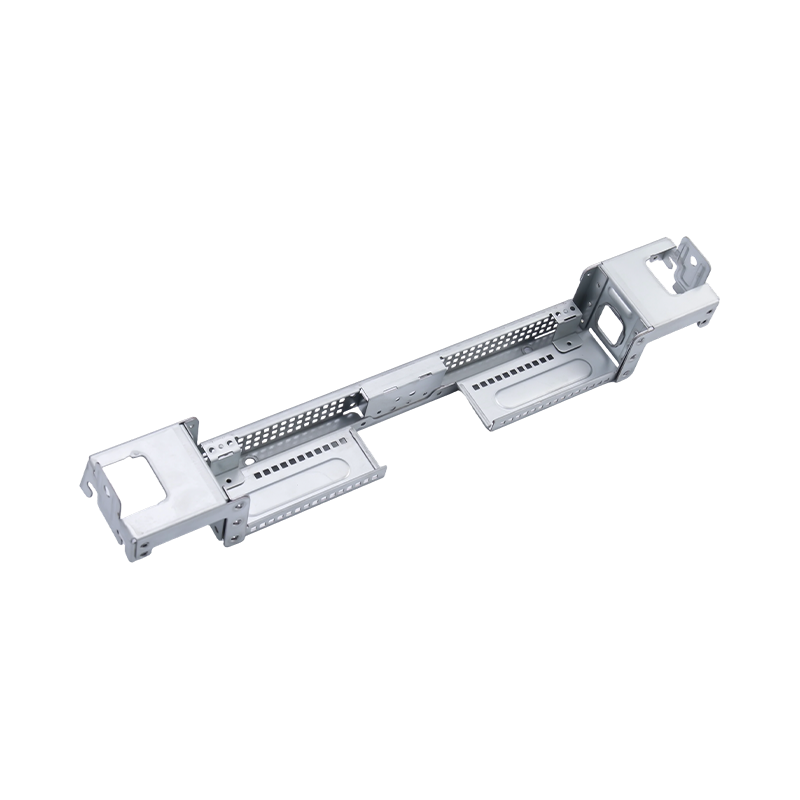
Vrhunski veliki računalni dijelovi za žigosanje
Naši vrhunski dijelovi za utiskivanje velikih r...
-
Sitni štancani dijelovi za laptope i mobitele
Kao bitne unutarnje komponente za modernu prije...
-
Dijelovi za utiskivanje autosjedalica
Dijelovi za utiskivanje automobilskih sjedala o...
Vijesti iz industrije
Dom / Vijesti / Vijesti iz industrije / Dizajn matrice za duboko izvlačenje: probijanje, matrica, zazor i vodič za višestupanjsko smanjivanje
Dizajn matrice za duboko izvlačenje: probijanje, matrica, zazor i vodič za višestupanjsko smanjivanje
2026-05-20
Lim koji ulazi u matricu kao ravna prazna ploča i izlazi kao bešavna, šuplja komponenta — ta transformacija u potpunosti ovisi o tome koliko je matrica dobro dizajnirana. Dizajn matrice za duboko izvlačenje nije jedna odluka, već niz inženjerskih izbora, od kojih svaki otvara ili zatvara prozor u kojem se može dogoditi uspješno oblikovanje. Loše određen radijus probijanja, premali držač za praznine ili pogrešno izračunati razmak mogu u potpunosti srušiti taj prozor, stvarajući napuknut ili naboran otpad pri velikoj količini. Odjeljci u nastavku prolaze kroz svaku glavnu varijablu dizajna i objašnjavaju što svaka od njih kontrolira.
Što dizajn matrice za duboko izvlačenje zapravo kontrolira
Set alata za duboko izvlačenje ima tri primarna člana: probijač, matricu i držač za slijepo. Probijač gura ravnu ploču u šupljinu matrice. Matrica definira vanjsku geometriju gotovog dijela. Držač blanka pritišće prirubnicu blanka da regulira koliko materijala ulazi u šupljinu tijekom hoda.
Svaki član mora biti dizajniran u odnosu na ostale. Promjer bušilice utvrđuje unutarnji promjer izvučene čašice; promjer matrice je veći za iznos radnog zazora. Prazan držač nalazi se između njih, održavajući kontaktni pritisak na prirubnicu tijekom cijelog hoda. Kada su odnosi između ove tri komponente ispravni, metal teče prema unutra i prema dolje bez gužvanja na prirubnici ili lomljenja na vrhu bušilice. Kada je bilo koji odnos pogrešan, odmah se pojavljuje jedan od ta dva načina neuspjeha.
Za proizvodnju velikih količina, setovi kalupa za duboko izvlačenje automobilske kvalitete dodajte daljnje zahtjeve: dulji vijek trajanja alata, čvrstu konzistenciju od dijela do dijela i kompatibilnost s automatiziranim sustavima prijenosa. Ti zahtjevi povećavaju važnost svake dizajnerske odluke opisane u nastavku.
Geometrija bušenja i matrice: odakle dolazi oblik dijela
Radijus vrha probijača i radijus ulaska matrice dva su najvažnija geometrijska parametra u dizajnu matrice za duboko izvlačenje. Oboje kontroliraju kako se metal savija dok prelazi iz ravnog dijela u nacrtani zid.
Radijus nosa udarca obično se postavlja između četiri i osam puta debljine materijala za standardne čelike. Radijus koji je premalen koncentrira vlačni stres na savijanju, potičući stanjivanje i eventualni lom. Radijus koji je prevelik omogućuje metalu da se savija prije nego ga zahvati stijenka kalupa, stvarajući nabore na zidu.
Ulazni polumjer matrice — ponekad se naziva radijus kuta matrice — upravlja otporom na koji nailazi matrica dok se povlači preko ruba matrice. Dobro uglađen radijus matrice odgovarajuće veličine smanjuje trenje i omogućuje nesmetan protok materijala u šupljinu. Standardna praksa postavlja ovaj polumjer na četiri do deset puta debljinu materijala, ovisno o omjeru izvlačenja i duktilnosti materijala. Premali radijusi povećavaju rizik od kidanja; preveliki radijusi u tankim materijalima stvaraju nepodržane raspone koji se savijaju u nabore.
Za dijelove s kvadratnim ili pravokutnim poprečnim presjekom, kutni radijusi zahtijevaju posebnu pozornost. Kutovi koncentriraju tlačni stres tijekom oblikovanja, a velikodušni radijusi kutova — obično veći nego kod ekvivalentnih okruglih dijelova — omogućuju dublje izvlačenje u jednoj operaciji bez nabiranja kutova.
Radni razmak između proboja i matrice
Zazor je radijalni razmak između izbojca i stijenke matrice. Tijekom izvlačenja, metal mora proći kroz ovaj otvor i obično se malo zgusne dok teče prema unutra. Zazor se mora prilagoditi tom zadebljanju bez stiskanja metala tako čvrsto da trenje poraste do destruktivnih razina i bez ostavljanja toliko prostora da se metal bočno savija u nabore na zidu.
Za većinu čelika s niskim udjelom ugljika, radni zazor od 1,07 do 1,15 puta debljine materijala po strani je prihvaćeni početni raspon. Tvrđi ili deblji materijali mogu zahtijevati razmak na gornjem kraju ovog raspona. Tanji materijali i strože tolerancije na debljinu stijenke guraju dizajn prema nižem kraju. Sustavi progresivnih matrica za matrice za progresivno duboko izvlačenje automobila s više stanica primijeniti istu logiku na svakoj uzastopnoj stanici, s razmakom koji se obično smanjuje kako se promjer šalice smanjuje, a jednolikost stijenke postaje kritičnija.
Odabir materijala i njegov utjecaj na dizajn matrice
Dizajner matrice ne može odabrati materijal dijela, ali svojstva materijala određuju koji su parametri dizajna izvedivi. Posebno su relevantna dva svojstva lima: eksponent otvrdnuća (n-vrijednost) i omjer plastične deformacije (r-vrijednost, koja se naziva i Lankfordov koeficijent).
Visoka n-vrijednost znači da se materijal brzo stvrdnjava dok se rasteže, ravnomjernije raspoređujući deformaciju po komadu. To omogućuje agresivnije omjere izvlačenja prije loma. Visoka r-vrijednost znači da je materijal otporan na stanjivanje u smjeru kroz debljinu i da preferirano teče u ravnini lista — točno ono što zahtijeva duboko izvlačenje. Materijali s visokim r-vrijednostima mogu se izvući na veće omjere dubine i promjera prije nego što se dosegne granica loma punch-nose.
U praktičnom smislu, čelik bez intersticija (IF) s r-vrijednostima iznad 1,8 dopušta dizajne matrica s dubljim dubinama jednog izvlačenja i većim omjerima promjera urezivanja i proboja od konvencionalnog čelika s niskim udjelom ugljika s r-vrijednostima blizu 1,0. Aluminijske legure općenito imaju r-vrijednosti ispod 1,0, što znači da se dizajni kalupa za aluminij moraju više oslanjati na redukcije izvlačenja u više stupnjeva i pažljiviju kontrolu držača slijepog uzorka kako bi se postigla ista dubina čaše. Ista načela vrijede i pri projektiranju precizne automobilske komponente za utiskivanje gdje uske tolerancije dimenzija otežavaju izazove varijabilnosti materijala.
Smanjenje izvlačenja u više faza: kada jedna operacija nije dovoljna
Kada zahtijevani omjer dubine i promjera gotovog dijela premašuje ono što se jednim izvlačenjem može sigurno postići - obično omjer izvlačenja iznad 2,0 do 2,2 za većinu čelika - dizajn mora sadržavati više faza izvlačenja. Svaki stupanj smanjuje promjer čaše dok povećava njegovu visinu, a svaki stupanj ima vlastitu bušilicu, matricu i držač blanka.
Prvo izvlačenje izvlači ravnu sirovinu do maksimalnog omjera izvlačenja koji materijal dopušta. Naknadna ponovna izvlačenja rade na već oblikovanoj čašici i mogu postići omjere izvlačenja od 1,2 do 1,4 po stupnju jer je metal na prirubnici već djelomično očvrsnut i nosi manji rizik od ozbiljnog naboranja. Žarenje između faza može biti potrebno za materijale koji se brzo stvrdnjavaju, kako bi se vratila duktilnost prije sljedeće redukcije.
| Faza crtanja | Tipični maksimalni omjer izvlačenja | Bilješke |
|---|---|---|
| Prvo izvlačenje | 1.8 – 2.2 | Ovisi o r-vrijednosti i debljini uzorka |
| Drugo izvlačenje (ponovno izvlačenje) | 1.2 – 1.4 | Manji rizik zbog prethodnog otvrdnjavanja |
| Treće izvlačenje i dalje | 1.1 – 1.3 | Između faza može biti potrebno žarenje |
Višefazni dizajni povećavaju troškove alata i vrijeme prešanja, ali su često jedini put do tražene geometrije dijela. Ekonomska usporedba između jednofaznog i višefaznog pristupa usko je povezana s obujmom proizvodnje — čimbenik koji je detaljnije istražen u članku o razlike u troškovima između proizvoda za metalno utiskivanje i dijelova za duboko izvlačenje .

Izvlačenje kuglica i pritisak veziva: fino podešavanje protoka materijala
Perle za izvlačenje su uzdignuti rubovi strojno urezani u površinu veziva (držača praznina). Dok blanko klizi preko njih tijekom poteza, oni nameću deformacije savijanja i nesavijanja koje stvaraju dodatni otpor protoku materijala. Variranjem visine, širine i položaja perli za izvlačenje oko praznog perimetra, dizajner matrice može kontrolirati koliko materijala ulazi u šupljinu matrice u svakoj točki - preusmjeravajući protok dalje od područja sklonih kidanju prema područjima koja bi se inače mogla naborati.
Pozicioniranje izvlačenja posebno je važno za ne-osnosimetrične dijelove, kao što su karoserijski paneli automobila, gdje različiti dijelovi praznog perimetra trebaju vrlo različite otpore protoka. Dijelovi s velikim ravnim površinama okruženi dubokim izrezima često zahtijevaju perle za izvlačenje kako bi se spriječilo da ravna područja razviju izobličenje površine ispod veziva.
Pritisak veziva nadopunjuje dizajn zrna. Vezivo mora primijeniti dovoljno sile da spriječi izvijanje prirubnice u nabore, ali ne toliko da blokira protok materijala u šupljinu — što bi povećalo vlačni stres u stijenci čašice do točke loma. Ispravan pritisak veziva stoga leži unutar procesnog prozora čije su granice definirane granicom naboranja ispod i granicom loma iznad. Sljedeći članak u ovoj seriji bavi se načinom na koji omjer izvlačenja i sila držača praznine međusobno djeluju kako bi definirali i kontrolirali taj prozor.
Podmazivanje i završna obrada površine matrice
Trenje na radijusu ulaza matrice i sučelju držača slijepog uzorka ima izravan učinak na vlačno naprezanje koje nosi stijenka čaše. Veće trenje znači veće naprezanje stijenke — što pomiče proces bliže granici loma. Učinkovito podmazivanje smanjuje taj stres i proširuje procesni prozor.
Završna obrada površine matrice u interakciji je s podmazivanjem. Radijus polirane matrice s površinskom hrapavošću ispod Ra 0,4 µm omogućuje mazivu da formira konzistentan film, smanjujući varijabilnost trenja. Hrapave ili izgrebane površine neravnomjerno zadržavaju mazivo i uvode lokalizirane koncentracije naprezanja koje mogu izazvati lom pri naprezanjima zida nižim od očekivanih.
Izbor maziva ovisi o materijalu koji se izvlači. Čelici s niskim udjelom ugljika toleriraju širok raspon maziva, od lakih ulja za izvlačenje do teških EP (ekstremnih tlakova) spojeva. Aluminijske legure zahtijevaju maziva koja ne reagiraju s metalnom površinom, budući da reaktivni spojevi mogu uzrokovati trganje i zareze na površini. Nehrđajući čelici — koji se brzo stvrdnjavaju — često zahtijevaju klorirana maziva za upravljanje visokim pritiscima na površini koji nastaju tijekom izvlačenja.
Odabir alatnog čelika i trajnost matrice
Životni vijek matrice kod dubokog izvlačenja ograničen je abrazivnim trošenjem na ulaznom radijusu matrice i nagrizanjem na površini veziva. Oba mehanizma se ubrzavaju kada je tlak veziva visok, film lubrikanta se razbije ili prazni materijal sadrži abrazivne inkluzije.
Standardni materijali za kalupe za proizvodnju srednje količine uključuju D2 alatni čelik (približno 60–62 HRC nakon kaljenja) i DC53, koji nudi bolju žilavost pri sličnoj tvrdoći. Automobilska proizvodnja velikih količina često zahtijeva umetke od volfram karbida na ulaznom polumjeru matrice, gdje su stope trošenja najveće. Površinski premazi — titanijev nitrid (TiN), titanijev karbonitrid (TiCN) ili ugljik sličan dijamantu (DLC) — dodatno produljuju radni vijek smanjujući koeficijent trenja na sučelju alata i prazne ploče.
Za setovi matrica visoke preciznosti ciljanje na tolerancije komponenti automobila ili električnih vozila, izbor alatnog čelika i specifikacija toplinske obrade jednako su kritični kao i gore opisani parametri geometrijskog dizajna. Dimenzionalno savršena matrica strojno izrađena od nepravilno toplinski obrađenog čelika pokvarit će mnogo prije projektiranog životnog vijeka.
Simulacija prije čelika: Analiza konačnih elemenata u dizajnu kalupa
Moderni dizajn matrica za duboko izvlačenje uvelike se oslanja na analizu konačnih elemenata (FEA) kako bi se predvidjeli rezultati oblikovanja prije nego što se bilo koji metal reže. FEA simulacije modeliraju izravan kao mrežu deformabilnih elemenata, postupno primjenjuju hod probijanja i izračunavaju naprezanje, deformaciju i distribuciju debljine u svakoj točki na izrezku tijekom cijelog hoda.
Izlaz dobro kalibrirane simulacije uključuje preklapanje dijagrama granice oblikovanja (FLD), koje pokazuje približava li se bilo koje područje slijepog uzorka granici loma ili naboranja. Ako simulacija predviđa kvarove, dizajner može podesiti radijus probijanja, radijus matrice, pritisak veziva, nacrtati geometriju zrna ili prazni oblik - ponavljajući u softveru, a ne u čeliku. Ovaj proces znatno skraćuje vrijeme isprobavanja i smanjuje broj fizičkih modifikacija alata potrebnih prije nego što matrica proizvede prihvatljive dijelove.
Kvaliteta simulacije ovisi o točnim podacima kartice materijala — posebno opisu površine razvlačenja, r-vrijednostima, n-vrijednostima i krivulji naprezanja tečenja za specifičnu zavojnicu materijala koja će se koristiti u proizvodnji. Generički materijalni podaci proizvode vjerojatna, ali nepouzdana predviđanja; Podaci specifični za materijal iz ispitivanja rastezanja i FLD ispitivanja daju predviđanja koja se izravno prenose na ponašanje preše.
Sažetak: Varijable dizajna koje su najvažnije
Dizajn matrice za duboko izvlačenje rješava se malim brojem varijabli, od kojih svaka mora biti postavljena unutar raspona koji ovisi o ostalima. Radijusi proboja i matrice određuju ozbiljnost savijanja na prijelazima. Radni zazor omogućava zadebljanje metala bez stvaranja destruktivnog trenja. Omjer izvlačenja postavlja gornju granicu deformacije u jednoj fazi. Pritisak veziva i kuglice za izvlačenje kontroliraju protok materijala oko perimetra praznog materijala. Podmazivanje i završna obrada površine određuju koliki dopušteni tlak veziva zapravo doseže slijepo mjesto. Odabir alatnog čelika i premaza određuje koliko dugo matrica održava te pažljivo utvrđene uvjete.
Niti jedna varijabla ne može se optimizirati izolirano. Promjena polumjera ulaska matrice mijenja optimalni pritisak veziva. Promjena u stupnju materijala mijenja mogući omjer izvlačenja. Ova međuovisnost razlog je zašto projektiranje matrice za duboko izvlačenje zahtijeva sustavan pristup — i zašto se ispravnim, od simulacije do isprobavanja, proizvode dijelovi koji zadovoljiti zahtjevne strukturalne i dimenzionalne zahtjeve za primjene kotača i šasije dosljedno kroz milijune proizvodnih ciklusa.
Prethodni post
Dijelovi za utiskivanje automobilskih sjedala: visokoprecizna proizvodnja, nosivost i izbor materijala
Sljedeći post
Dijelovi za utiskivanje autosjedalica: Vodič za kvalitetu i prilagodbu
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
