-
Dijelovi za utiskivanje prijenosnog računala
Naši dijelovi za utiskivanje prijenosnih računa...
-
Vrhunski dijelovi za utiskivanje pećnice
Naši vrhunski dijelovi za utiskivanje pećnica p...
-
Vrhunski veliki računalni dijelovi za žigosanje
Naši vrhunski dijelovi za utiskivanje velikih r...
-

Dijelovi za utiskivanje teških kamiona
Naši dijelovi za utiskivanje teških kamiona pre...
-
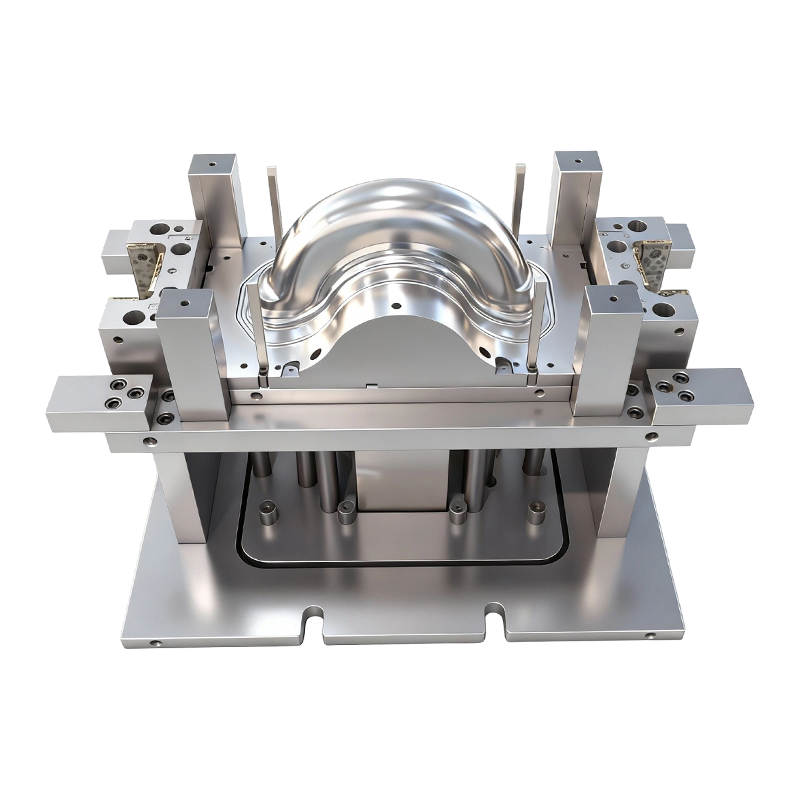
Kalup za duboko izvlačenje prednjih i stražnjih kotača električnih vozila na dva kotača
Ovaj kalup za duboko izvlačenje prednjih i stra...
-
Progresivni kalupi za automobilske dijelove
Ovaj kontinuirani kalup za kućišta automobilski...
Vijesti iz industrije
Dom / Vijesti / Vijesti iz industrije / Usporedba troškova: metalni dijelovi za utiskivanje u odnosu na metalne dijelove za crtanje u 2026
Usporedba troškova: metalni dijelovi za utiskivanje u odnosu na metalne dijelove za crtanje u 2026
2026-02-25
Zašto su usporedbe troškova između ova dva procesa često pogrešne
Kada proizvođači procjenjuju metalne dijelove za štancanje u odnosu na proizvode za crtanje metala, razgovor gotovo uvijek počinje jediničnom cijenom — a upravo je tu većina usporedbi troškova pogrešna. Cijena po komadu vidljiva u ponudi dobavljača odražava samo jedan sloj višeslojne strukture troškova koji uključuje amortizaciju alata, iskorištenje materijala, sekundarne operacije, pad kvalitete i implikacije vremena isporuke. Dio za utiskivanje metala koji se kotira po cijeni od 0,45 USD po komadu može nositi 85 000 USD u alatu za progresivno utiskivanje za koji je potrebno 900 000 jedinica za amortizaciju, dok proizvod dijela za izvlačenje metala po cijeni od 0,78 USD po komadu možda neće zahtijevati sekundarnu strojnu obradu i nula koraka sklapanja jer nacrtana geometrija integrira značajke koje se utiskivanjem ne mogu proizvesti u jednoj operaciji. Točna procjena ova dva procesa u 2026. zahtijeva izgradnju modela ukupnog troška vlasništva umjesto izolirane usporedbe jediničnih cijena pojedinačnih stavki.
Ova je usporedba također postala složenija 2026. jer je volatilnost cijena materijala — osobito za hladno valjani čelik, nehrđajući čelik i aluminij — pomaknula relativnu ekonomičnost dvaju procesa na načine koji nisu bili prisutni prije dvije ili tri godine. Duboko izvlačenje je materijalno intenzivan proces gdje je veličina praznog dijela znatno veća od otiska gotovog dijela, što znači da fluktuacije cijene sirovog materijala jače pogađaju vučene dijelove po komadu nego što pogađaju utisnute ravne sirove dijelove. Razumijevanje gdje se svaki proces nalazi u trenutnom okruženju troškova zahtijeva ispitivanje svakog pokretača troškova pojedinačno prije sintetiziranja ukupne usporedbe.
Ulaganje u alat: početni trošak i stopa amortizacije
Trošak alata je najveća pojedinačna varijabla koja razdvaja ekonomiju dijelovi za utiskivanje metala od dijelovi za crtanje metala proizvodi u malim do srednjim količinama proizvodnje. Progresivna matrica za utiskivanje za umjereno složenu konzolu ili terminal - recimo, šest do osam stanica s dvije operacije probijanja i jednom operacijom oblikovanja - obično zahtijeva ulaganje u rasponu od 40.000 do 120.000 USD, ovisno o veličini matrice, izboru čelika i potrebnim tolerancijama. Set matrice za duboko izvlačenje za komponentu ljuske usporedive debljine materijala uključuje matricu za izvlačenje, držač za slijepo, matricu za ponovno izvlačenje ako je potrebno više prolaza za izvlačenje, matricu za podrezivanje, a često i matricu za prirubnice ili glačanje - potpuna obitelj alata koja obično iznosi 60.000 do 200.000 USD za dijelove srednje složenosti.
Obračun amortizacije u potpunosti ovisi o godišnjem obujmu. Razmotrite sljedeću usporedbu za hipotetski dio koji radi na tri različite razine volumena:
| Godišnji volumen | Trošak alata za žigosanje po jedinici (životni vijek od 5 godina) | Cijena alata za crtanje po jedinici (životni vijek od 5 godina) | Troškovna prednost alata |
| 50 000 jedinica godišnje | 0,32 dolara | 0,52 dolara | Žigosanje 0,20 $/kom |
| 250 000 jedinica godišnje | 0,064 dolara | 0,104 dolara | Žigosanje 0,04 $/kom |
| 1.000.000 jedinica/god | 0,016 dolara | 0,026 dolara | Žigosanje 0,01 $/kom |
Prednost u cijeni alata dijelova za štancanje u odnosu na proizvode dijelova za izvlačenje metala brzo se smanjuje kako se volumen povećava, jer pri vrlo velikim količinama trošak alata po jedinici postaje zanemariv za oba procesa. Apsolutna razlika u dolarima je najvažnija pri malim količinama - upravo to je mjesto gdje mnogi proizvođači donose odluke o ulaganju u alate - što znači da usporedba troškova alata ima najveći praktični značaj upravo kada se najpažljivije ispituje.
Trošak materijala i učinkovitost korištenja
Trošak materijala po gotovom dijelu je mjesto gdje proizvodi dijelova za izvlačenje metala dosljedno pokazuju nedostatak u odnosu na dijelove za utiskivanje metala za geometrijski ekvivalentne komponente. Duboko izvlačenje zahtijeva promjer slijepog dijela koji je znatno veći od promjera gotovog dijela — omjer izvlačenja (promjer praznog dijela podijeljen s promjerom probijanja) obično se kreće od 1,8 do 2,2 za operaciju jednog izvlačenja — što znači da 50% do 60% više metala ulazi u proces nego što se pojavljuje u gotovom dijelu. Dio tog materijala se redistribuira u debljinu stijenke izvučene ljuske umjesto da postane otpad, ali dodatak za obrezivanje uklonjen nakon izvlačenja postaje otpad. Za vučeno kućište od nehrđajućeg čelika s promjerom 100 mm i dubinom 60 mm, uložak bi mogao biti promjera 230 mm, proizvodeći otpadni prsten sa značajnim sadržajem materijala koji se mora vratiti kroz povrat otpada uz značajan popust na cijenu sirovina.
Metalni dijelovi za utiskivanje, nasuprot tome, mogu postići stope iskorištenja rasporeda trake od 70–85% za dijelove s povoljnim geometrijama — što znači da 70–85% težine ulaznog svitka završi kao gotov dio. Preostalih 15-30% postaje otpadni kostur, koji se reciklira po stopi po kilogramu koja obično iznosi 15-25% nabavne cijene sirovina. Godine 2026., s cijenama hladno valjanog čelika u rasponu od 700 do 850 dolara po metričkoj toni i nehrđajućeg čelika od 2 200 do 2 800 dolara po metričkoj toni, razlika u oporabi otpada između rasporeda štancanja s visokom iskorištenošću i manje učinkovitih sirovina za crtanje može dodati 0,05 do 0,25 dolara po komadu efektivnoj cijeni materijala za izvučene dijelove u usporedbi s žigosani ekvivalenti — značajna razlika pri obujmu proizvodnje iznad 200 000 jedinica godišnje.
Rad, vrijeme ciklusa i cijena tiska po dijelu
Metalni dijelovi za utiskivanje proizvedeni na progresivnim matricama obično rade na 80-400 udaraca u minuti, pri čemu svaki udarac proizvodi jedan gotov dio. Pri 200 SPM na preši od 80 tona s operativnim troškom od približno 60–90 USD po satu, cijena preše po dijelu iznosi 0,005–0,0075 USD. Proizvodi s dijelovima za izvlačenje metala zahtijevaju više operacija prešanja — izvlačenje, prvo izvlačenje, ponovno iscrtavanje ako je potrebno, podrezivanje, a često i zasebnu operaciju rubova ili bušenja — svaka se izvodi pri 20–60 SPM s obzirom na sporije brzine oblikovanja potrebne za kontrolu protoka metala u dubokom izvlačenju. Čak i ako se svaka pojedinačna operacija izvodi na 40 SPM, slijed crtanja od četiri operacije troši četiri puta više kumulativnog vremena tiskanja po gotovom dijelu nego dio s jednim pogotkom, stvarajući trošak tiskanja po dijelu koji je obično 4–8× veći od ekvivalentne komponente s žigom na osnovi operacije po komadu.
Međutim, ovaj se izračun bitno mijenja kada nacrtani dio eliminira sekundarne operacije koje zahtijeva žigosani ekvivalent. Iscrtano kućište koje integrira dno, četiri stijenke i rub u familiji jednog dijela može zamijeniti utisnuti sklop od tri ili četiri odvojene komponente koje se moraju zavariti ili pričvrstiti zajedno. Kada su troškovi rada, učvršćenja i rizik kvalitete te operacije sklapanja uključeni u troškovni model za metalne dijelove za utiskivanje, prividna prednost vremena ciklusa utiskivanja može se djelomično ili potpuno nadoknaditi daljnjim troškom koji se izbjegava u crtanju.
Trošak kvalitete, stopa otpada i sekundarne operacije
Troškovi povezani s kvalitetom različito utječu na dva procesa i često su izostavljeni iz početnih usporedbi troškova. Metalni dijelovi za utiskivanje u dobro održavanim progresivnim kalupima koji rade stabilnim materijalima obično postižu stope otpada ispod 0,5% tijekom proizvodnje u stabilnom stanju. Metalni dijelovi za izvlačenje osjetljiviji su na varijacije dolaznog materijala - osobito varijabilnost granice razvlačenja unutar zavojnice - jer je omjer izvlačenja postavljen na nominalna svojstva materijala, a serija materijala na gornjoj granici raspona granice razvlačenja može uzrokovati naboranje ili lom pri istom omjeru izvlačenja koji proizvodi dobre dijelove s materijalom s nominalnim svojstvima. Postupci izvlačenja u kontroli obično se odvijaju s 1–3% otpada, ovisno o težini izvlačenja i konzistenciji materijala, a dijelovi otpada su veći i teži od otpada od štancanja, čineći materijalne troškove zbog pada kvalitete proporcionalno većim po odbačenom komadu.
Sekundarne operacije različito dodaju trošak svake vrste proizvoda. Uobičajeni sekundarni troškovi koje treba uzeti u obzir prilikom izgradnje potpune usporedbe uključuju:
- Skidanje ivica: Metalni dijelovi za utiskivanje sa praznim rubovima često zahtijevaju skidanje ivica ili valjanje rubova prije sastavljanja ili upotrebe. Iscrtani dijelovi imaju glatke, neprekinute stijenke bez posječenih rubova na bočnim stijenkama, iako obrub na rubu zahtijeva pažnju.
- Obrada površine: Obje vrste dijelova mogu zahtijevati oplatu, premazivanje ili pasiviranje, ali vučeni dijelovi sa zatvorenom geometrijom mogu stvoriti probleme sa zarobljavanjem u kupkama za obradu tekućinom koje ravni otisnuti dijelovi ne zahtijevaju, ponekad zahtijevajući drenažne rupe ili specijalizirane police koje povećavaju troškove procesa.
- Montažna eliminacija: Kao što je gore navedeno, vučeni dijelovi često eliminiraju korake zavarivanja, zakivanja ili pričvršćivanja koje zahtijevaju žigosani sklopovi, a izbjegnuti trošak sklapanja trebao bi se pripisati procesu crtanja u potpunoj usporedbi.
- Strojna obrada: Metalni dijelovi za utiskivanje mogu postići položaje rupa i tolerancije profila u rasponu od ±0,05–0,10 mm bez sekundarne strojne obrade. Metalni dijelovi za crtanje mogu zahtijevati strojno obrađene navoje, precizno dimenzioniranje provrta ili korekciju ravnosti na plohi prirubnice što se može postići utiskivanjem u kalupu, dodajući 0,10 do 0,50 USD po komadu u trošku strojne obrade za izvučene komponente s strogom tolerancijom.
Okvir za odlučivanje: Koji proces štedi više novca 2026
Na temelju gore analiziranih pokretača troškova, sljedeći okvir pruža praktičan vodič za određivanje koji proces donosi niže ukupne troškove za određenu aplikaciju u tržišnim uvjetima 2026. godine. Ni dijelovi za utiskivanje metala ni dijelovi za crtanje metala nisu kategorički jeftiniji — odgovor ovisi o specifičnoj kombinaciji faktora u nastavku.
| Čimbenik odluke | Favorizira metalne dijelove za utiskivanje | Daje prednost proizvodima za crtanje metala |
| Geometrija dijela | Ravni ili plitki profil, 2D karakteristike | 3D školjka, zatvoreni oblik, duboke stijenke |
| Godišnji volumen | Bilo koji volumen s jednostavnom geometrijom | Srednje do visoko (trošak alata za ofsetiranje) |
| Osjetljivost troškova materijala | Visoki troškovi materijala — bolja iskoristivost | Niže pri crtanju eliminira sklapanje |
| Montaža nizvodno | Dio je jedna komponenta većeg sklopa | Izvučeni dio zamjenjuje višedijelni sklop |
| Zahtjevi tolerancije | Uske tolerancije u ravnini, lokacije rupa | Jednakost debljine stijenke, bešavno kućište |
Najpouzdaniji pristup u 2026. je zatražiti istodobne ponude za oba procesa gdje geometrija dijela to dopušta, navodeći da ukupna usporedba troškova mora uključivati amortizaciju alata, sekundarne operacije i pretpostavke o stopi otpada, a ne samo jediničnu cijenu. Dobavljači s istinskim iskustvom u dijelovima za metalno utiskivanje i dijelovima za crtanje metala moći će identificirati gdje se nalazi križna točka troškova za određeni dio i kombinaciju volumena — a ta analiza, obavljena rigorozno, vrijedi više od bilo kojeg općeg pravila o troškovima.

Prethodni post
Zašto elektroničke matrice za utiskivanje zahtijevaju stroža odstupanja nego matrice za utiskivanje kućanskih aparata?
Sljedeći post
Koja je razlika između progresivnih i transfernih metalnih matrica za utiskivanje?
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
