-
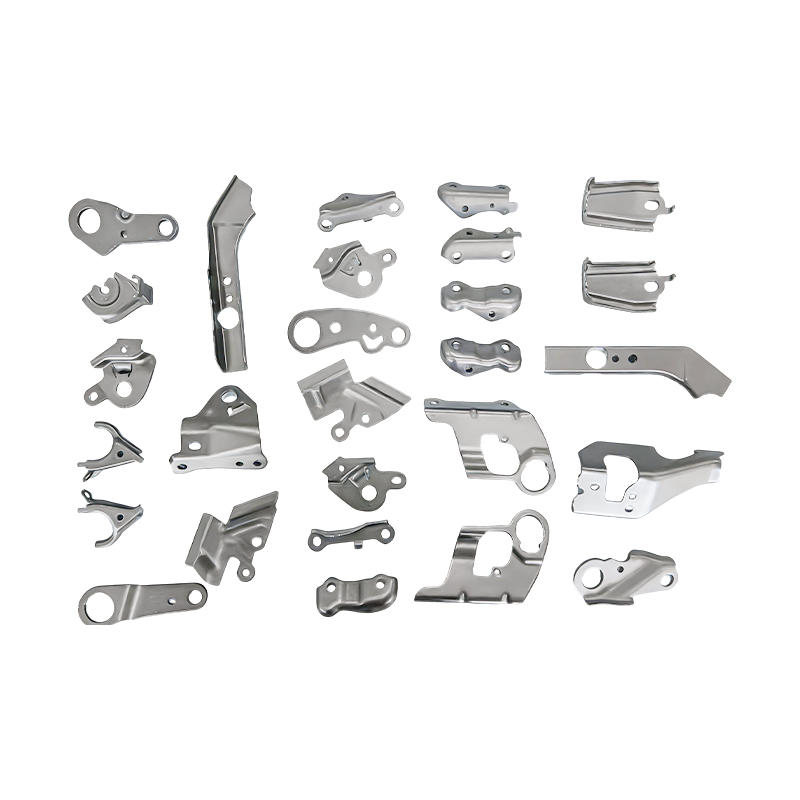
Dijelovi za progresivno utiskivanje malih automobilskih dijelova
Naši dijelovi za progresivno utiskivanje malih ...
-
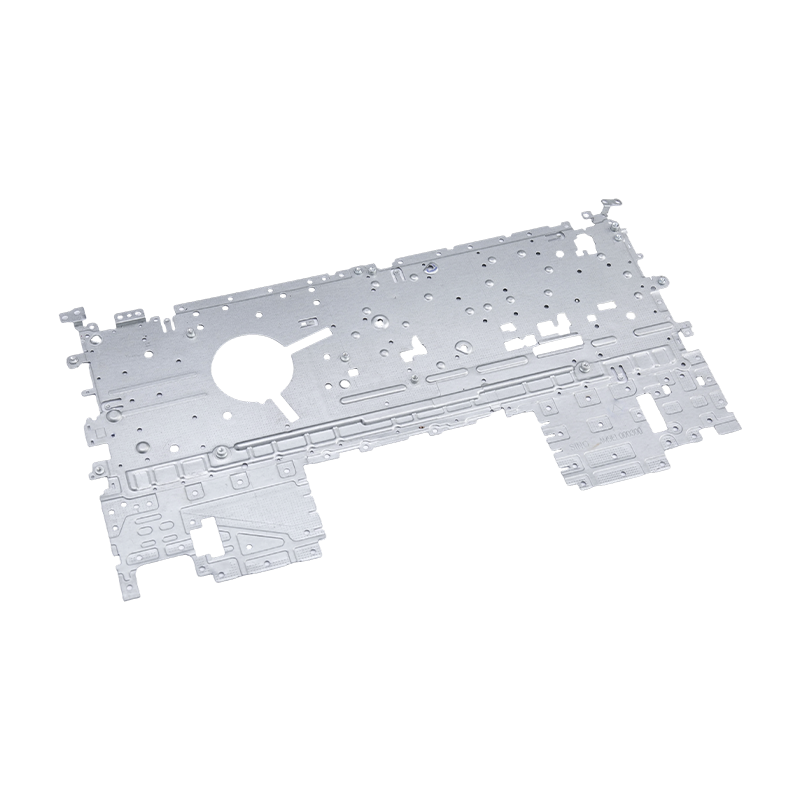
Dijelovi za utiskivanje prijenosnog računala
Naši dijelovi za utiskivanje prijenosnih računa...
-
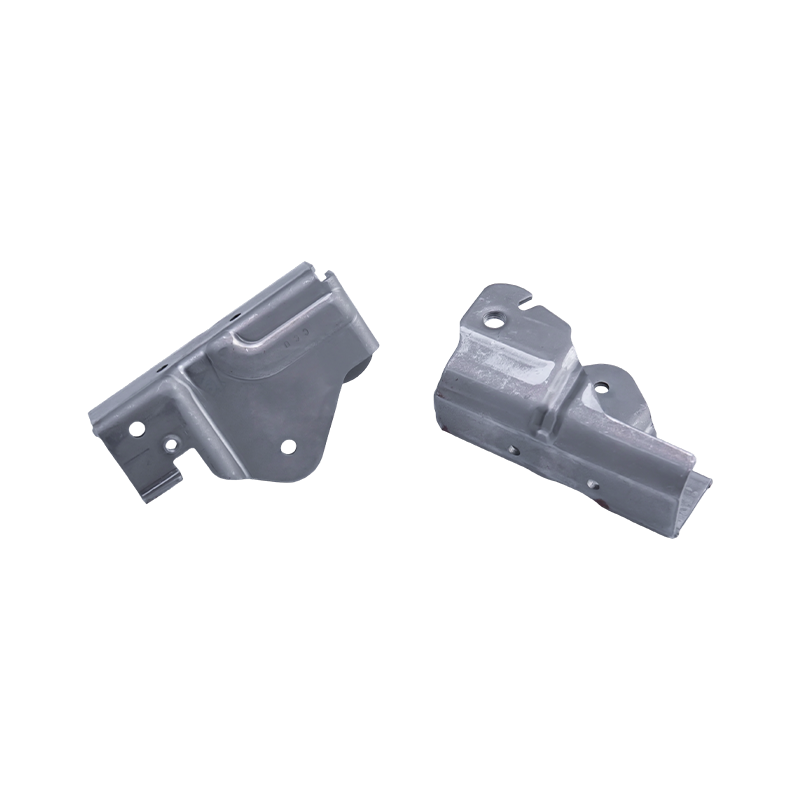
Dijelovi za utiskivanje autosjedalica
Dijelovi za utiskivanje automobilskih sjedala o...
-

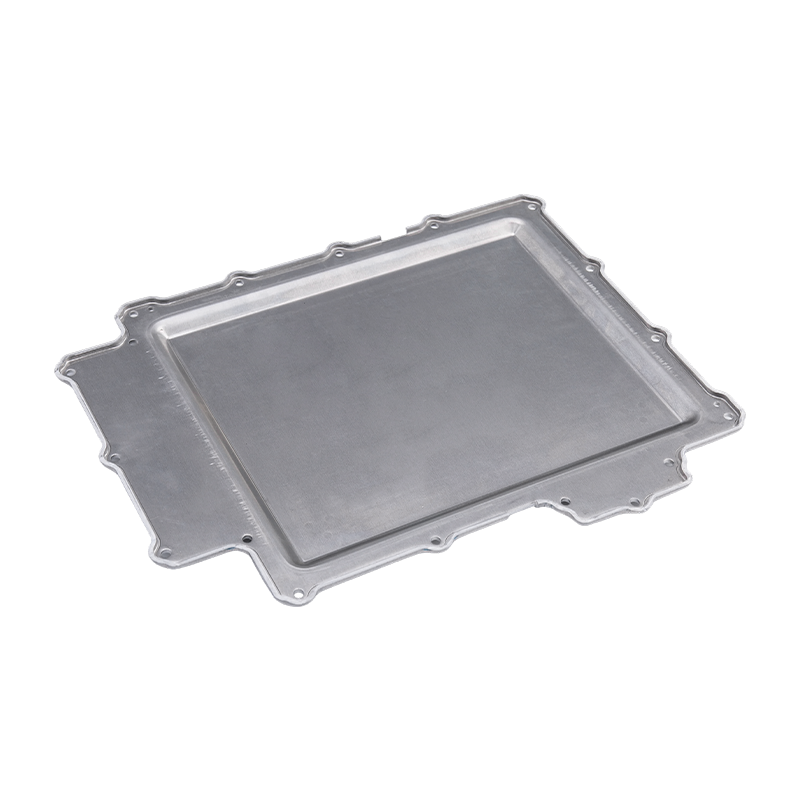
Dijelovi za utiskivanje kućišta automobilskog motora
Dijelovi za utiskivanje kućišta automobilskog m...
-

Dijelovi za utiskivanje kraja spremnika za plin
Dijelovi za utiskivanje krajeva spremnika plina...
-
Dijelovi za utiskivanje poklopca baterije
Naši dijelovi za utiskivanje poklopca baterije ...
Vijesti iz industrije
Dom / Vijesti / Vijesti iz industrije / Dijelovi za utiskivanje automobilskih sjedala: visokoprecizna proizvodnja, nosivost i izbor materijala
Dijelovi za utiskivanje automobilskih sjedala: visokoprecizna proizvodnja, nosivost i izbor materijala
2026-06-04
Ploča vrata automobila mora pristajati u ravnini i izgledati dobro. Utisnuti okvir sjedala mora učiniti znatno više: mora nositi statičku težinu putnika tijekom stotina tisuća ciklusa, apsorbirati dinamičke sile naglog kočenja i neravnih cesta i zadržati svoju geometriju dovoljno precizno da se sidro sigurnosnog pojasa, mehanizam naslonjača i klizna tračnica sastave i funkcioniraju ispravno. Ta kombinacija strukturnih, zamornih i dimenzijskih zahtjeva čini dijelovi za utiskivanje automobilskih sjedala među najzahtjevnijim komponentama koje će proizvesti precizni metalni stamper — i jasan pokazatelj inženjerske dubine proizvođača.
Ovaj članak ispituje pet inženjerskih dimenzija koje određuju hoće li žigosanje okvira sjedala raditi pouzdano tijekom vijeka trajanja vozila: zahtjevi tolerancije, odabir materijala, preciznost matrice, performanse opterećenja i kompatibilnost s više vozila.

Zašto dijelovi za utiskivanje automobilskih sjedala podliježu strožim tolerancijama nego većina dijelova karoserije
Oznake panela karoserije prvenstveno se ocjenjuju prema izgledu površine i pristajanju. Vidljiv je razmak koji je 0,5 mm preširok; razmak koji je 0,3 mm preuzak stvara smetnje pri montaži. I jedno i drugo je neprihvatljivo, ali nijedno nije sigurnosni problem. Oznake okvira sjedala rade u bitno drugačijem načinu kvara: dimenzijska pogreška u strukturnoj komponenti širi se u smanjenu nosivost, neusklađena sigurnosno kritična sučelja i preuranjeno pucanje uslijed zamora.
Razmotrite nosač mehanizma za montažu naslonjača. Njegovi otvori za vijke moraju biti postavljeni na djelić milimetra kako bi se osiguralo da naslonjač ravnomjerno zahvati svoje zube za zaključavanje po cijelom luku podešavanja. Pomaknuti uzorak rupa stvara ekscentrično opterećenje na mehanizmu za zaključavanje — nije odmah vidljivo, ali se postupno smanjuje tijekom životnog vijeka sjedala. Ista logika vrijedi za pričvrsne točke kliznih tračnica, koje moraju rasporediti opterećenje putnika simetrično na obje tračnice; svaka asimetrija koncentrira naprezanje na jedan priključak i ubrzava trošenje ili kvar uslijed zamora.
Standard tolerancije za dijelovi za utiskivanje automobilskih sjedala proizvedeni prema sigurnosnim standardima za automobile stoga je stroži od općeg žigosanja karoserije — i provodi se ne samo pri prvom pregledu artikla, već i kroz proizvodne serije, jer varijacije između ranih i kasnih proizvodnih dijelova utječu na protok pokretne trake i vrijeme prilagodbe na kraju linije.
Čelik visoke čvrstoće u odnosu na leguru aluminija: Odabir pravog materijala za utiskivanje okvira sjedala
Odluka o materijalu za utiskivanje okvira sjedala nije samo jedan izbor koji se primjenjuje na cijelo sjedalo — to je optimizacija komponente po komponentu koja uravnotežuje zahtjeve čvrstoće, složenost oblikovanja, ciljanu težinu i cijenu.
Čelik visoke čvrstoće ostaje dominantan materijal za konstrukcijske komponente okvira sjedala. Napredni čelici visoke čvrstoće (AHSS) s vlačnom čvrstoćom od 600–1500 MPa osiguravaju granicu razvlačenja potrebnu za nosače naslonjača, ojačanja sjedala i okvire naslona sjedala kako bi izdržali opterećenje okretnog momenta unatrag od 530 Nm navedeno u sigurnosnim standardima za automobilska sjedala bez trajne deformacije. Visoka krutost materijala također je otporna na momente savijanja koji nastaju kada se opterećenja sigurnosnih pojaseva prenose kroz okvir sjedala tijekom frontalnog sudara. Kompromis je u tome što čelici visoke čvrstoće zahtijevaju sposobniji alat - veću tonažu preše, precizne materijale za matrice i pažljivo upravljanje silom držača slijepih dijelova - jer njihova smanjena duktilnost u odnosu na meki čelik ostavlja manje prostora za pogreške u oblikovanju prije nego što dođe do pucanja.
Aluminijska legura se sve više specificira za komponente sjedala gdje je smanjenje težine prioritet, posebno u električnim vozilima gdje učinkovitost dometa opravdava veće troškove materijala i alata. Aluminijski okvir sjedala može smanjiti težinu komponente za 30-40% u usporedbi s čeličnim ekvivalentima. Izazov je u tome što niža granica razvlačenja aluminija obično zahtijeva deblje dijelove ili konstrukcijsko pojačanje kako bi se postigla jednaka strukturna izvedba — djelomično nadoknađujući prednost težine. Njegov veći povratni povrat tijekom oblikovanja također zahtijeva precizniju kompenzaciju kalupa i bližu kontrolu procesa kako bi se održala točnost dimenzija.
U praksi, sklopovi sjedala često kombiniraju oboje: čelik visoke čvrstoće za primarne puteve opterećenja (leđni okvir, nosač naslonjača, pojačanje sidrišta pojaseva) i aluminijsku leguru za sekundarne strukture gdje smanjenje težine ima jasnu korist, a vršna opterećenja su manja (bočni elementi jastuka, nosači vodilica naslona za glavu).
Kako visokoprecizni kalupi za utiskivanje određuju nosivost
Mehanička svojstva utisnutog dijela okvira sjedala određena su dijelom sirovim materijalom, a dijelom samim postupkom utiskivanja. Matrica koja proizvodi nedosljednu debljinu stjenke - zbog neravnomjerne sile držača matrice, istrošenih radijusa bušilice ili nepreciznog razmaka između bušilice i matrice - stvara lokalno stanjivanje u utisnutom dijelu. Te tanke zone postaju koncentracije naprezanja: prva mjesta koja popuštaju pod statičkim preopterećenjem i mjesta inicijacije pukotina uslijed zamora pod cikličkim opterećenjem.
Ovo je izravna mehanička veza između preciznost matrice i utiskivanje sjedala nosivost . Matrica strojno obrađena do 0,002 mm točnosti na svojim kritičnim površinama za oblikovanje proizvodi dijelove s dosljednom debljinom stjenke kroz cijelu dubinu izvlačenja. Opterećenje korisnika ravnomjerno je raspoređeno po presjeku, radna naprezanja ostaju znatno ispod granice zamora materijala, a dio ispunjava ciljni životni vijek. Matrica s istrošenim ili neprecizno obrađenim radijusima proizvodi dijelove u kojima je koncentrirano stanjivanje, lokalni naponi su povišeni, a vijek trajanja smanjen - često bez ikakve dimenzionalne nesukladnosti koja se može otkriti rutinskim pregledom.
Kvaliteta ruba ima isti značaj. Neravnine i mikropukotine na izbušenim rubovima od dosadnog ili loše postavljenog alata djeluju kao mjesta nastanka pukotina. Pod cikličkim opterećenjem normalne vožnje - vibracije na cesti, ciklusi namještanja sjedala, ulazak i izlazak putnika - ti se rubni defekti šire u pukotine nastale zamorom u osnovnom materijalu. Glatki, dobro poduprti smični rubovi proizvedeni preciznim alatom eliminiraju ovaj način kvara.
Za matrice za duboko izvlačenje dijelova okvira sjedala za automobile i električna vozila , dizajn i kvaliteta izrade alata stoga se ne mogu odvojiti od strukturne izvedbe dijelova koje proizvodi.
Izvedba statičkog i dinamičkog opterećenja: Što dijelovi za utiskivanje sjedala moraju izdržati
Oznake okvira sjedala nose tri različite kategorije opterećenja, svaka s različitim implikacijama na dizajn i specifikaciju materijala.
Statička opterećenja predstavljaju trajnu težinu putnika — obično 75-100 kg za jednog putnika, kontinuirano djelujući kroz jastuk sjedala i leđa. Ova opterećenja određuju minimalnu površinu poprečnog presjeka i granicu tečenja materijala potrebne za sprječavanje trajne deformacije tijekom normalne uporabe. Izvedbu statičkog opterećenja jednostavno je testirati i provjeriti, a većina kvarova utiskivanja sjedala koji se pripisuju "statičkom preopterećenju" zapravo su kvarovi uslijed zamora koji su se ubrzavali neko vrijeme prije nego što se pojavi vidljiva deformacija.
Dinamička opterećenja proizlaze iz ubrzavanja vozila, kočenja, skretanja i nepravilnosti površine ceste. Tijekom naglog kočenja pri usporavanju od 1g, inercija prema naprijed putnika od 75 kg generira približno 750 N opterećenja kroz naslon sjedala iu mehanizam naslonjača i utiske okvira leđa. Na neravnim površinama ceste moguća su vertikalna ubrzanja od 2–3g, mijenjajući okvir sjedala na frekvencijama od 1–20 Hz tisućama sati tijekom životnog vijeka vozila. Otpornost na vibracije — sposobnost utisnute strukture da zadrži svoju geometriju i mehanička svojstva pod ovim cikličkim opterećenjem — dimenzija je izvedbe koja se često podcjenjuje u početnim pregledima dizajna, ali postaje vidljiva u dugotrajnom testiranju izdržljivosti.
Opterećenja sudara predstavljaju stanje u najgorem slučaju. U frontalnom sudaru od 50 km/h sa zategnutim sigurnosnim pojasom, okvir sjedala mora prenositi kinetičku energiju putnika u strukturu vozila bez lomljenja ili dopuštanja pomicanja sjedala koje bi moglo ozlijediti putnika. Ta su opterećenja za red veličine veća od dinamičkih opterećenja pri vožnji, a utisnuti dijelovi u sidru sigurnosnog pojasa, stražnjem okviru i mehanizmu za zaključavanje kliznih tračnica nalaze se na primarnoj putanji opterećenja.
Ispunjavanje sve tri kategorije opterećenja istodobno zahtijeva da proces utiskivanja isporuči i točnost dimenzija i dosljedna mehanička svojstva — zbog čega su sljedivost materijala i praćenje debljine u procesu standardni zahtjevi u opskrbnim lancima komponenti automobilskih sjedala.
Kompatibilnost s više vozila i zahtjevi OEM točnosti dimenzija
Jedan dobavljač žigosanja sjedala rijetko opslužuje jednu platformu vozila. OEM kupci i Tier 1 proizvođači sjedala nabavljaju otisnute komponente koje moraju odgovarati više linija vozila, često s različitim dimenzijama, konfiguracijama za montažu i zahtjevima za sigurnosno opterećenje. Upravljanje ovom složenošću na više platformi bez povećanja troškova alata jedna je od ključnih kompetencija koje odvajaju sposobne dobavljače za žigosanje od prerađivača robe.
Temelj kompatibilnosti s više vozila je dimenzionalna točnost na razini pojedinačnih značajki — a ne samo cjelokupna geometrija dijela. Tolerancije položaja rupa od ±0,15 mm ili veće na značajkama montaže i lociranja osiguravaju da se isti utisnuti dio ispravno sastavlja u različite arhitekture okvira sjedala bez potrebe za ručnim podešavanjem ili preradom. Ova razina točnosti je moguća samo kada je matrica dizajnirana s odgovarajućim referencijama datuma, strojno obrađena do uskih tolerancija značajki i potvrđena potpunom inspekcijom prvog artikla u odnosu na kupčev CAD model prije pokretanja proizvodnje.
Prilagođeni dizajn matrice nije opći trošak u ovom kontekstu — to je mehanizam kojim se postižu točnost dimenzija i kompatibilnost s više vozila. Matrica dizajnirana posebno za geometriju dijela, s položajima značajki i razmacima usklađenim sa zahtjevima za oblikovanje dijela, dosljedno će proizvoditi dijelove koji se pravilno sastavljaju. Generička ili modificirana matrica zahtijevat će stalno sortiranje, podmetanje ili prilagodbu kako bi se održao izlaz prihvatljivih dimenzija.
The cijeli asortiman dijelova za utiskivanje automobila u SQS-u se proizvodi iz kalupa dizajniranih i proizvedenih u tvrtki, osiguravajući da su dimenzionalni zahtjevi platforme vozila svakog kupca projektirani u alatu od samog početka, umjesto da se kompenziraju u proizvodnji.
SQS-ova integrirana matrica i prednost proizvodnje dijelova za utiskivanje sjedala
Konvencionalni lanac opskrbe za utiskivanje automobilskih sjedala odvaja proizvodnju matrica od proizvodnje dijelova: radionica za izradu alata izrađuje matricu, kvalificira je i prenosi u kuću za utiskivanje koja vodi proizvodnju. Pri svakoj primopredaji, informacije o tome zašto je matrica dizajnirana na specifičan način - redoslijed oblikovanja, postavke sile držača slijepog uzorka, kompenzacija zazora matrice za povratni povrat - djelomično se gube. Proizvodni inženjeri optimiziraju za propusnost, a ne za karakteristike dijelova koje je zamislio dizajner matrice.
Suzhou Shuangqisi Mold Equipment Co., Ltd. upravlja objema funkcijama pod istim krovom. Isti inženjerski tim koji dizajnira matricu za utiskivanje komponente okvira sjedala također upravlja prešom koja proizvodi dijelove. Kada se dimenzionalni pomak pojavi u proizvodnji - kao što će se dogoditi tijekom životnog vijeka matrice kroz postupno trošenje - odgovor je informirana korekcija matrice, a ne zaobilazno rješenje procesa. Rezultat je dosljednija kvaliteta dijelova tijekom cijele proizvodnje i brži put do temeljnog uzroka kada se pojave nesukladnosti.
SQS-ova proizvodna infrastruktura podržava ovu integraciju na razini preciznosti koju zahtijevaju žigosanja automobilskih sjedala. Žičani EDM strojevi nabavljeni iz Japana postižu točnost obrade unutar 0,002 mm na značajkama matrice, osiguravajući da se površine za oblikovanje koje određuju debljinu stjenke, kvalitetu rubova i položaj rupa drže u tolerancijama koje zahtijeva dizajn dijela. Flota preša od 80T do 400T pokriva cijeli niz geometrija utiskivanja okvira sjedala, od malih komponenti nosača do struktura cijelog okvira leđa. S više od 15 godina iskustva u pružanju usluga kupcima OEM-a i Tier 1 dobavljačima automobila, te timom od 60 tehničkog osoblja posvećenog dizajnu kalupa, proizvodnji i osiguranju kvalitete, SQS pruža inženjersku dubinu koju zahtijevaju programi za utiskivanje okvira sjedala.
Za OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Prethodni post
Metalni utisnuti dijelovi za kućanske aparate: materijali, preciznost i prilagođena rješenja
Sljedeći post
Dizajn matrice za duboko izvlačenje: probijanje, matrica, zazor i vodič za višestupanjsko smanjivanje
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
