-
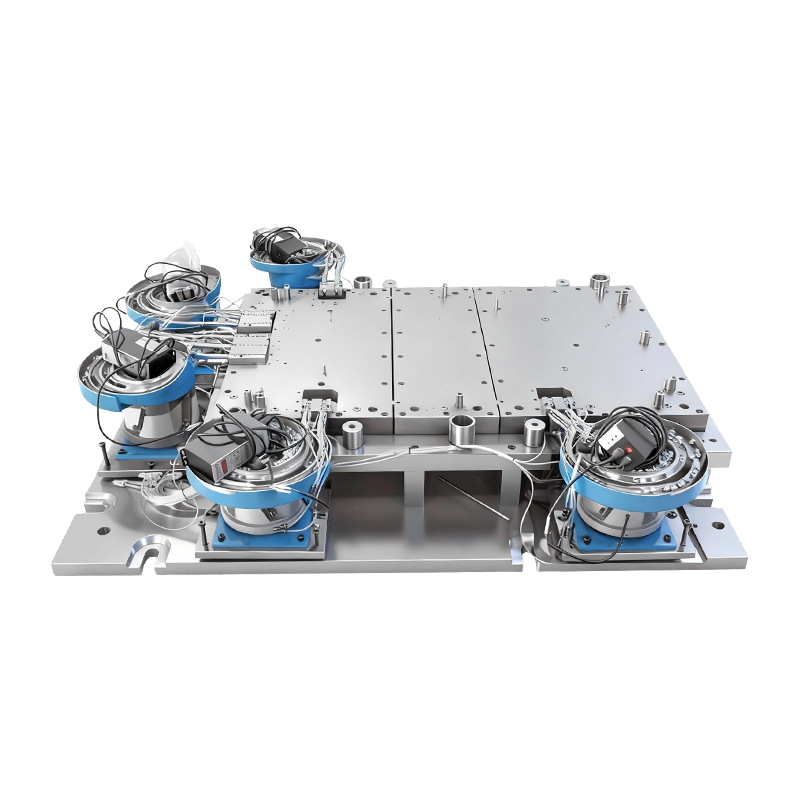
Automatski kalup za zakivanje za bazu velikog računala
Ovaj automatski kalup za zakivanje za veliku ba...
-
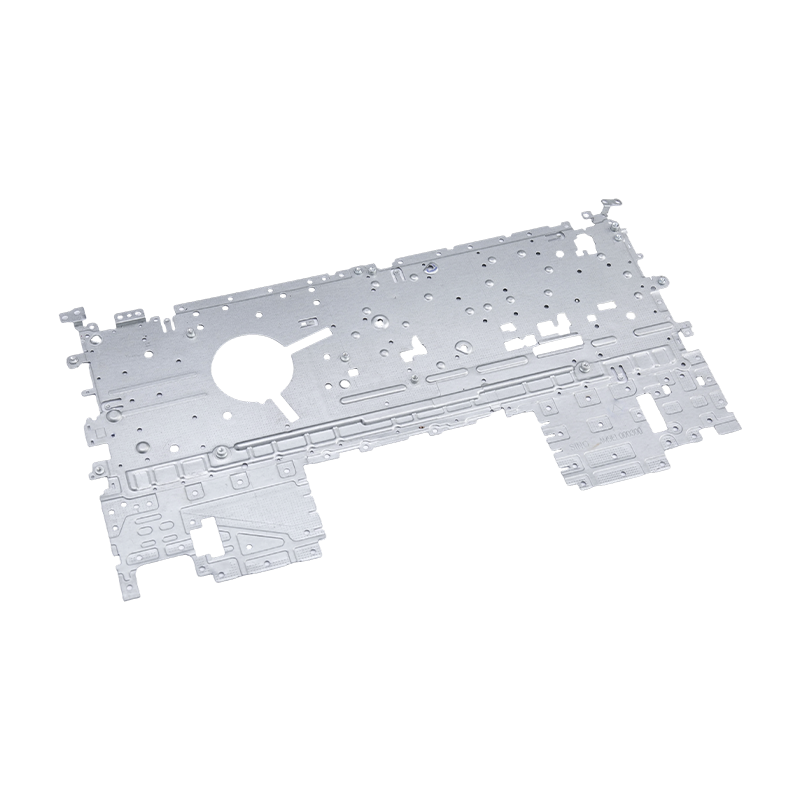
Dijelovi za utiskivanje prijenosnog računala
Naši dijelovi za utiskivanje prijenosnih računa...
-
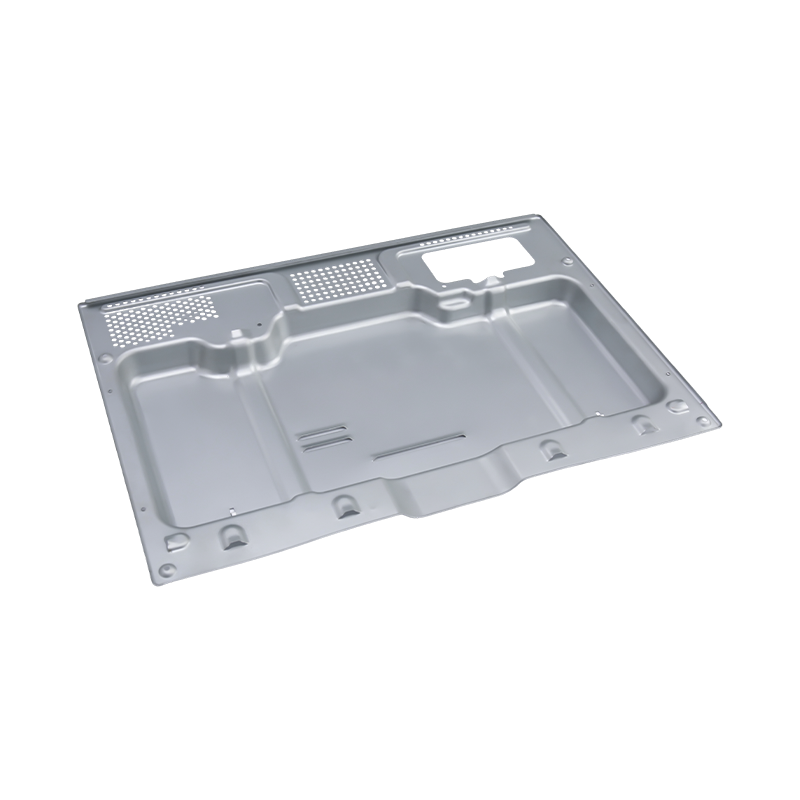
Vrhunski dijelovi za utiskivanje pećnice
Naši vrhunski dijelovi za utiskivanje pećnica p...
-
Vrhunski veliki računalni dijelovi za žigosanje
Naši vrhunski dijelovi za utiskivanje velikih r...
-
Dijelovi za utiskivanje autosjedalica
Dijelovi za utiskivanje automobilskih sjedala o...
-

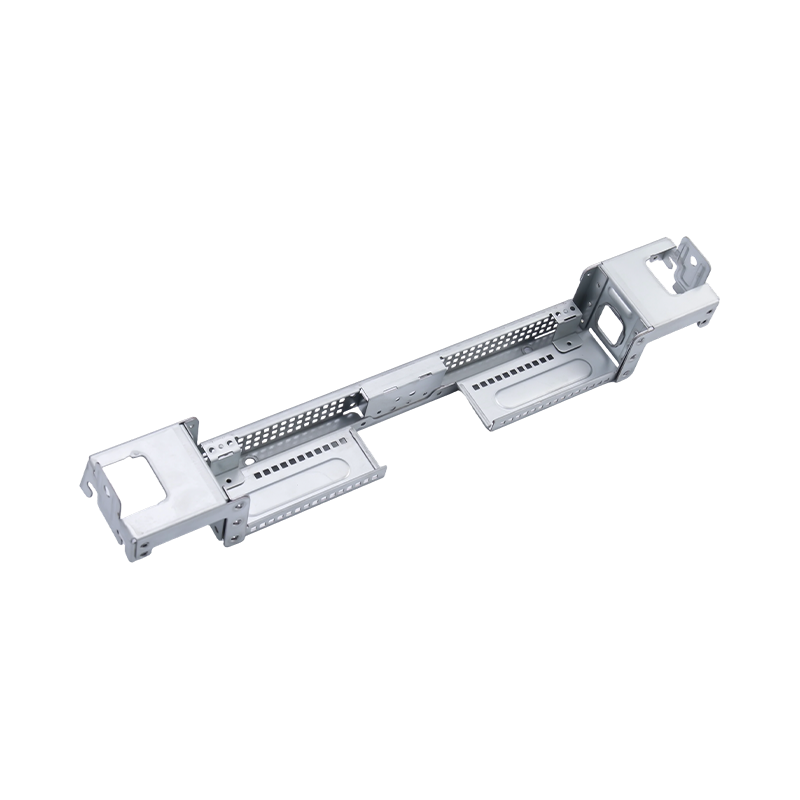
Dijelovi za utiskivanje kućišta automobilskog motora
Dijelovi za utiskivanje kućišta automobilskog m...
Vijesti iz industrije
Visokotvrdi legirani čelik u kalupima za utiskivanje
2026-06-22
U zahtjevnom području preciznog metalnog štancanja, dugovječnost i točnost progresivnog kalupa temeljno su određeni osnovnim materijalom koji se koristi u njegovoj konstrukciji. Legirani čelik visoke tvrdoće postao je industrijski standard za proizvodnju kritičnih komponenti za utiskivanje, osobito kada se proizvode automobilski dijelovi velike količine, elektronički konektori i složeni strukturni dijelovi. Za razliku od konvencionalnih alatnih čelika, ova napredna kategorija materijala projektirana je da izdrži ekstremna mehanička opterećenja, ponavljajuće udarce i ozbiljno abrazivno trošenje. Za proizvođače koji koriste kontinuirane postupke štancanja, odabir odgovarajućeg legiranog čelika visoke tvrdoće nije samo izbor materijala; to je strateška odluka koja izravno utječe na učinkovitost proizvodnje, kvalitetu dijelova i ukupne troškove alata. Ovaj članak istražuje praktične aspekte, razmatranja strojne obrade i operativne prednosti korištenja ovih naprednih čelika u progresivnoj proizvodnji kalupa.
Sastav materijala i mehanička svojstva
Definirajuća karakteristika legirani čelik visoke tvrdoće je njegova sposobnost postizanja i održavanja Rockwellove tvrdoće koja obično prelazi 58 HRC nakon toplinske obrade, a da ne postane pretjerano krt. Ova iznimna učinkovitost postiže se preciznim dodavanjem specifičnih legirajućih elemenata. Krom se primarno dodaje kako bi se poboljšala očvrsljivost i otpornost na habanje, dok molibden i vanadij pročišćavaju strukturu zrna, sprječavajući širenje pukotina pod teškim opterećenjima. Volfram i kobalt često su uključeni u alatne čelike za hladnu obradu kako bi se poboljšala crvena tvrdoća i održala oštrina rubova na povišenim temperaturama koje se stvaraju tijekom utiskivanja velikom brzinom.
Balansiranje tvrdoće i žilavosti
Uobičajena zabluda u alatu je da veća tvrdoća uvijek znači bolju izvedbu. U stvarnosti, ekstremna tvrdoća bez odgovarajuće žilavosti dovodi do katastrofalnog lomljenja ili pucanja vrhova bušilica tijekom operacija velike tonaže. Moderna metalurgija je to riješila primjenom naprednih tehnika metalurgije praha. Ovi procesi stvaraju vrlo ujednačenu raspodjelu karbida unutar čelične matrice, dopuštajući materijalu da ima tvrdu površinu otpornu na habanje dok zadržava čvršću jezgru koja apsorbira udarce. Ova mikrostrukturna ravnoteža je ono što čini legirani čelik visoke tvrdoće nezamjenjivim za složene, višestupanjske progresivne matrice gdje su potrebni i preciznost i izdržljivost.
Praktične primjene u kalupima za progresivno utiskivanje
Jedinstvena svojstva ovih čelika čine ih prikladnima za specifične, visoko zahtjevne primjene u industriji štancanja. Prilikom projektiranja progresivnih matrica za kućišta automobilskih motora ili kućišta baterija električnih vozila, materijal koji se utiskuje često uključuje niskolegirane čelike visoke čvrstoće ili legure aluminija. Ovi materijali stvaraju ogromne sile trenja na komponente matrice, zahtijevajući alatni materijal koji može odoljeti habanju i abrazivnom trošenju tijekom milijuna ciklusa.
Kritične komponente matrice
U tipičnom progresivnom kalupu, legirani čelik visoke tvrdoće posebno je rezerviran za najosjetljivije i najkritičnije radne dijelove. To uključuje bušilice, igle za bušenje, kalupe za oblikovanje i stanice za kovanje. Korištenjem ovog materijala za radne komponente i standardnog alatnog čelika za konstrukcijske ploče, proizvođači mogu optimizirati omjer cijene i učinka kalupa. Radni dijelovi održavaju svoje uske tolerancije tijekom milijuna ciklusa, osiguravajući da utisnuta kućišta motora imaju ujednačenu debljinu stjenke i precizne površine za pristajanje, što je ključno za sklapanje pogonskog sklopa automobila.
Protokoli strojne i toplinske obrade
Rad s legiranim čelikom visoke tvrdoće zahtijeva specijalizirane proizvodne protokole. Budući da je materijal izuzetno težak za strojnu obradu u svom potpuno očvrslom stanju, slijed proizvodnje mora biti pažljivo isplaniran. Općenito pravilo je da se većina uklanjanja materijala, kao što je CNC glodanje i grubo tokarenje, izvede dok je čelik u žarenom ili mekom stanju. To smanjuje trošenje alata i omogućuje brže skidanje materijala tijekom početnih faza oblikovanja.
Tehnike precizne završne obrade
Nakon početne grube strojne obrade i procesa smanjenja naprezanja, čelik se podvrgava preciznoj toplinskoj obradi, koja obično uključuje vakuumsko kaljenje kako bi se spriječilo odugljičenje površine i minimaliziralo dimenzionalno izobličenje. Nakon toplinske obrade čelik postiže željenu tvrdoću. U ovoj fazi ne mogu se koristiti tradicionalni alati za rezanje. Završna obrada do konačne tolerancije na razini mikrona postiže se pomoću šablonskog brušenja, koordinatnog brušenja i spore obrade žicom s električnim pražnjenjem. Žičana erozija posebno je ključna za stvaranje složenih unutarnjih geometrija i oštrih kutova u progresivnim umecima bez izazivanja mehaničkog naprezanja.
| Faza proizvodnje | Primarni cilj | Uobičajena korištena oprema |
| Gruba obrada | Uklonite rasuti materijal u mekom stanju | CNC centri za glodanje, strugovi |
| Toplinska obrada | Postići ciljnu tvrdoću i mikrostrukturu | Vakuumske peći, kriogeni spremnici |
| Precizna završna obrada | Postignite konačne tolerancije na mikronskoj razini | Wire EDM, Jig brusilice |
Povećanje vijeka trajanja kalupa i učinkovitosti proizvodnje
Integracija legiranog čelika visoke tvrdoće u progresivne kalupe daje mjerljiva poboljšanja ukupne proizvodne učinkovitosti. Najneposrednija korist je dramatično produljenje intervala održavanja. U okruženjima velikog volumena štancanja, standardni čelici mogu zahtijevati poliranje ili zamjenu svakih nekoliko stotina tisuća udaraca. Nasuprot tome, komponente izrađene od legiranog čelika visoke tvrdoće mogu izdržati milijune ciklusa prije nego pokažu znakove značajnog trošenja, što izravno utječe na konačni rezultat.
Operativne prednosti
- Smanjeno vrijeme zastoja: potrebno je manje zaustavljanja preše za održavanje kalupa, maksimiziranje iskorištenja stroja i ukupne učinkovitosti opreme u kontinuiranim proizvodnim ciklusima.
- Dosljedna kvaliteta dijelova: vrhunska otpornost na habanje osigurava da tolerancije dimenzija ostanu stabilne od prvog otisnutog dijela do milijuntog, smanjujući stope otpada.
- Niži trošak po dijelu: Iako su početni troškovi materijala i strojne obrade viši, produljeni životni vijek značajno smanjuje amortizirane troškove alata po proizvodnoj seriji.
- Poboljšana završna obrada površine: stabilni rezni rubovi sprječavaju stvaranje neravnina na utisnutim dijelovima, smanjujući ili eliminirajući potrebu za sekundarnim operacijama skidanja srha.
Kriteriji odabira za specifične operacije žigosanja
Odabir točnog razreda legiranog čelika visoke tvrdoće zahtijeva temeljitu analizu operacije štancanja. Inženjeri moraju procijeniti vrstu materijala koji se utiskuje, debljinu trake, složenost geometrije dijela i očekivani obujam proizvodnje. Na primjer, kod izrade debelog, abrazivnog nehrđajućeg čelika, alatni čelik s visokim udjelom ugljika i kroma s visokim udjelom vanadija preferira se zbog svoje ekstremne otpornosti na trošenje. Nasuprot tome, kada se oblikuju zamršene, krhke značajke u tankim elektroničkim konektorima, odabire se materijal s malo nižom tvrdoćom, ali većom žilavošću na udar kako bi se spriječilo pucanje osjetljivih vrhova proboja pod bočnim naprezanjem.
Površinski premazi i obrade
Kako bi se dodatno pomaknule granice performansi, komponente od legiranog čelika visoke tvrdoće često se podvrgavaju naprednoj površinskoj obradi. Premazi naneseni fizikalnom parom, kao što su titan nitrid ili krom nitrid, mogu se nanijeti na gotovi čelik. Ovi premazi smanjuju koeficijent trenja, sprječavaju habanje prilikom štancanja aluminija i dodaju dodatni sloj površinske tvrdoće, učinkovito umnožavajući životni vijek komponenti matrice u najagresivnijim okruženjima štancanja.
Zaključno, primjena legiranog čelika visoke tvrdoće u progresivnoj proizvodnji kalupa je kritičan čimbenik u postizanju velike količine, precizne proizvodnje. Razumijevanjem svojstava materijala, pridržavanjem strogih protokola strojne obrade i odabirom odgovarajućih stupnjeva za specifične primjene, proizvođači mogu proizvesti kalupe koji pružaju iznimnu dugovječnost i konzistentnost dijelova. Kako industrije nastavljaju zahtijevati strože tolerancije i veće brzine proizvodnje, oslanjanje na ove napredne legirane čelike samo će se produbiti, učvršćujući njihovu ulogu kao temelja modernog preciznog štancanja.

Prethodni post
Nema prethodnog članka
Sljedeći post
Dijelovi za utiskivanje poklopca baterije za EV i kućišta baterija za pohranu energije
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
