-
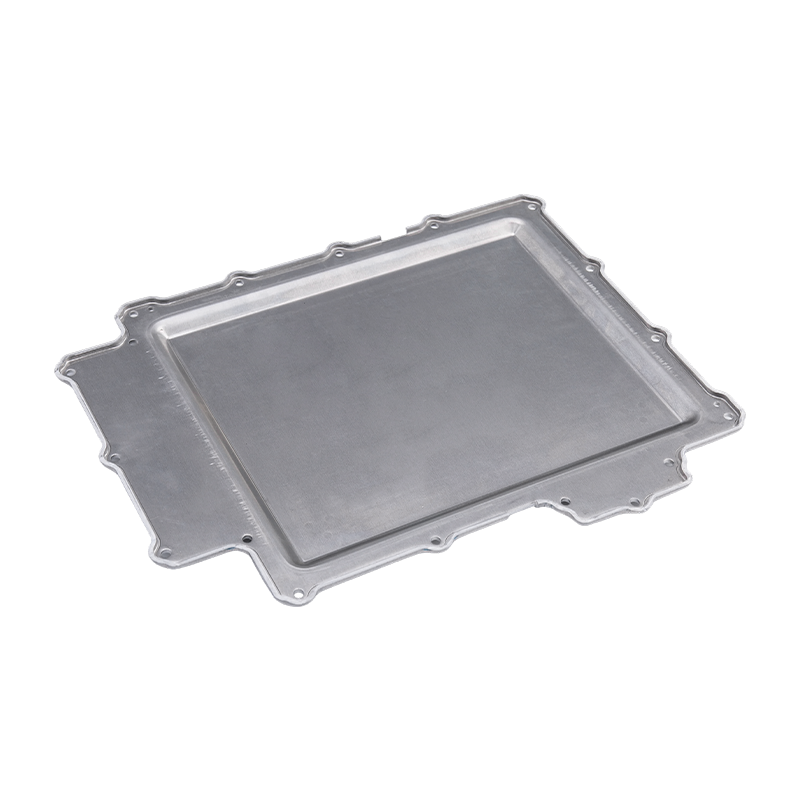
Dijelovi za utiskivanje poklopca baterije
Naši dijelovi za utiskivanje poklopca baterije ...
-

Dijelovi za utiskivanje kućišta automobilskog motora
Dijelovi za utiskivanje kućišta automobilskog m...
-
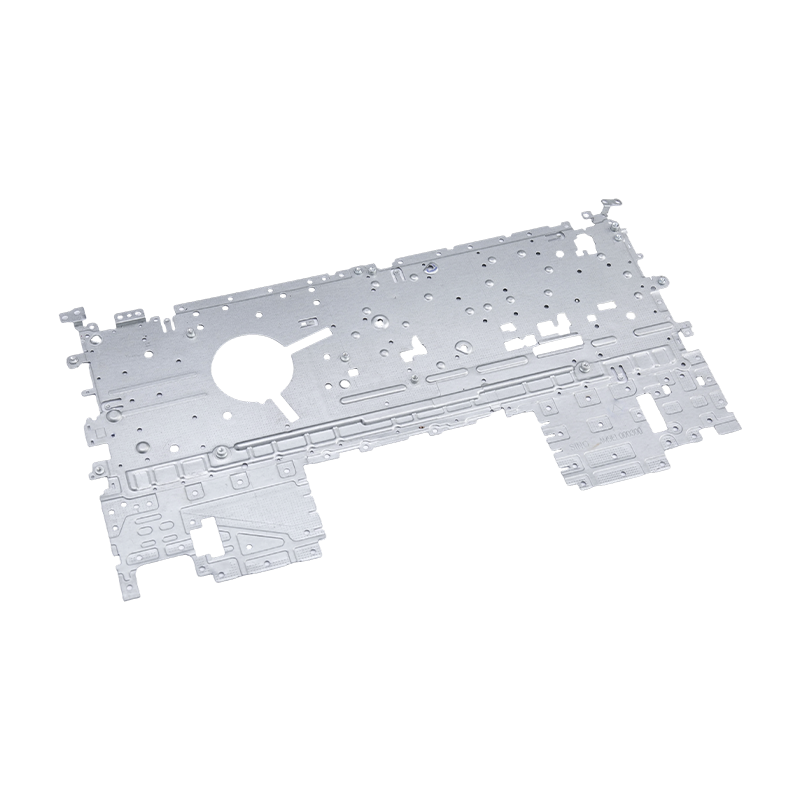
Dijelovi za utiskivanje prijenosnog računala
Naši dijelovi za utiskivanje prijenosnih računa...
-
Dijelovi za utiskivanje autosjedalica
Dijelovi za utiskivanje automobilskih sjedala o...
-

Dijelovi za utiskivanje kraja spremnika za plin
Dijelovi za utiskivanje krajeva spremnika plina...
-

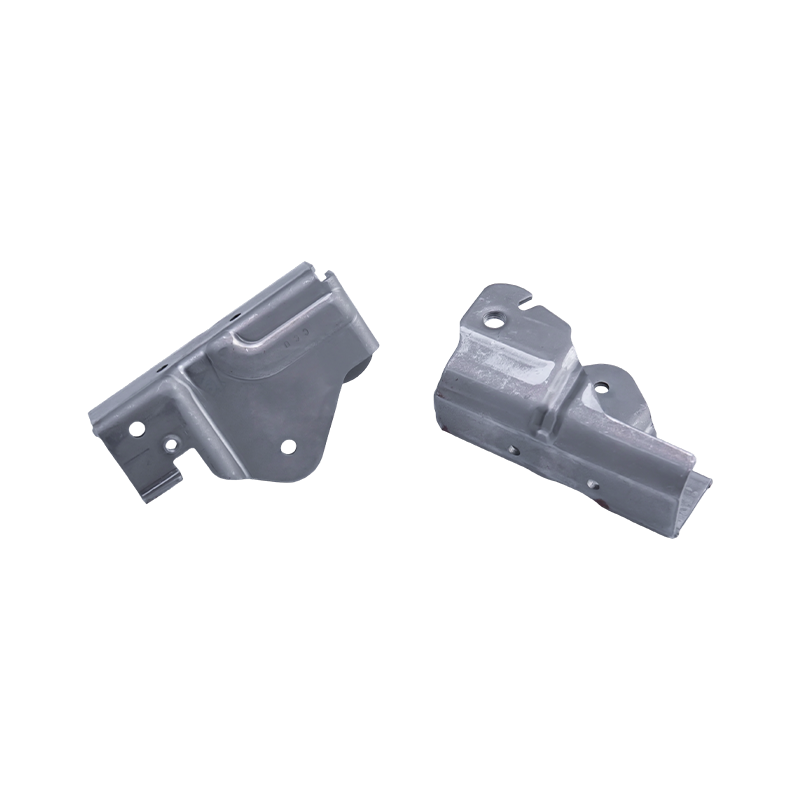
Dijelovi za utiskivanje teških kamiona
Naši dijelovi za utiskivanje teških kamiona pre...
Vijesti iz industrije
Dom / Vijesti / Vijesti iz industrije / Dijelovi za utiskivanje poklopca baterije za EV i kućišta baterija za pohranu energije
Dijelovi za utiskivanje poklopca baterije za EV i kućišta baterija za pohranu energije
2026-06-16
Baterija koja zakaže na terenu rijetko zakaže zbog ćelija. Češće je osnovni uzrok poklopac koji nije brtvio, prirubnica koja nije poravnata ili montažna izbočina koja je pukla pod vibracijama. Dijelovi za utiskivanje poklopca baterije prva su linija strukturne zaštite i zaštite okoliša za svaki EV, industrijski i baterijski sustav za pohranu energije — a standardi tolerancije koje moraju zadovoljiti značajno su pooštreni kako su naponi paketa i gustoće energije porasli.
Ovaj članak pokriva materijale, procese, dimenzionalne zahtjeve i opcije prilagodbe koje definiraju dio za utiskivanje poklopca baterije spreman za proizvodnju - i što treba provjeriti prilikom kvalificiranja dobavljača.

Čemu zapravo služe dijelovi za utiskivanje poklopca baterije
Poklopac kućišta baterija ima tri istovremena posla. Strukturno, mora zadržati svoju geometriju pod mehaničkim opterećenjima sklopa vozila, vibracijama na cesti i toplinskim ciklusima bez deformiranja ili prijenosa naprezanja na ćelije ispod njega. Što se tiče okoliša, mora postići i održavati integritet brtvljenja IP67 ili IP68 — što znači da nema ulaska prašine i prodora vode tijekom dugotrajnog uranjanja. Funkcionalno, mora se precizno povezati s kućištem baterije, visokonaponskim konektorom i svim rashladnim kanalima integriranim u dizajn kućišta.
Ispunjavanje sva tri zahtjeva u jednoj utisnutoj komponenti - umjesto strojno obrađene ili lijevane alternative - ono je što duboko izvučeno utiskivanje čini preferiranim procesom za proizvodnju baterija velike količine. Štancanje isporučuje dosljedne dimenzije i uske tolerancije (±0,01 mm – ±0,05 mm) pri proizvodnim stopama koje lijevanje i strojna obrada ne mogu mjeriti, dok trošak po dijelu održava dovoljno niskim za opskrbne lance OEM-a koji rade u velikom obimu.
Odabir materijala: hladno valjani čelik, aluminijska legura ili nehrđajući čelik
Odabir materijala podloge postavlja gornju granicu za svaku metriku učinka koju poklopac može postići — otpornost na koroziju, težinu, mogućnost oblikovanja, zavarljivost i cijenu. Tri obitelji materijala dominiraju primjenama poklopca baterije.
Hladno valjani čelik nudi visoku vlačnu čvrstoću i izvrsnu sposobnost oblikovanja uz nisku cijenu sirovina. To je standardni izbor za industrijska kućišta baterija i sustave za pohranu energije gdje je težina sekundarna briga, a strukturna krutost primarni zahtjev. Površinski tretmani nakon žiga - pocinčavanje, e-premast ili praškasti premaz - obično se primjenjuju kako bi se ispunili ciljevi otpornosti na koroziju.
Aluminijske legure, posebno razreda 3003 i 5052, su dominantni materijal u poklopcima baterija za električna vozila gdje težina paketa izravno utječe na domet vozila. Legura 3003 nudi dobru sposobnost oblikovanja i umjerenu čvrstoću, što je čini dobrom za geometrije pokrova s plitkim izvlačenjem. Legura 5052 pruža veću čvrstoću i vrhunsku otpornost na koroziju, što je poželjno za poklopce izložene kondenzaciji, rashladnoj tekućini ili prskanju s ceste. Oba stupnja čisto duboko izvlače i prihvaćaju eloksiranje ili konverzijski premaz za dodatnu zaštitu.
Nehrđajući čelik specificiran je za primjene koje zahtijevaju inherentnu otpornost na koroziju bez dodatne površinske obrade — stacionarni sustavi za pohranu energije u vlažnim okruženjima, brodski paketi baterija ili bilo koja primjena gdje se ne može jamčiti prianjanje premaza tijekom životnog vijeka proizvoda. Njegova viša stopa otvrdnjavanja zahtijeva pažljivo dizajnirane alate za sprječavanje povratnog povrata i održavanje stabilnosti dimenzija nakon oblikovanja.
Duboko izvlačenje i napredni postupci žigosanja
Većina poklopaca baterija nisu jednostavni ravni prazni. Uključuju udubljene kanale za brtvljenje, uzdignute prirubnice, integrirane izbočine i složene konture koje zahtijevaju višestupanjske progresivne ili prijenosne sekvence utiskivanja. Duboko izvlačenje — izvlačenje ravnog metalnog lima u trodimenzionalni oblik pomoću probijača i matrice — temeljna je operacija, ali gotova komponenta obično prolazi kroz dodatne stanice za obrezivanje, bušenje, kovanje i rubove prije nego napusti prešu.
Kontrola procesa na svakoj stanici utvrđuje zadovoljava li gotovi dio toleranciju. Pritisak praznog držača kontrolira protok materijala i sprječava gužvanje; nedovoljan pritisak omogućuje savijanje prirubnice, dok višak pritiska uzrokuje kidanje radijusa izvlačenja. Upravljanje podmazivanjem utječe na stanje površine — glatka završna obrada Ra ≤ 0,8 μm može se postići na aluminijskim i čeličnim podlogama kada su geometrija alata i debljina filma maziva ispravno usklađeni.
Nulta tolerancija na srh je zahtjev za poklopce baterija o kojem se ne može pregovarati. Čip na utoru za brtvljenje prekida kontaktnu površinu brtve i stvara put curenja; neravnina na unutarnjem rubu može migrirati u hrpu ćelija. Postizanje rubova bez srha dosljedno u masovnoj proizvodnji zahtijeva alate koji se održavaju na malim razmacima - obično 5-8% debljine materijala za čelik, nešto šire za aluminij - i redovite intervale inspekcije kalupa kalibrirane prema volumenu proizvodnje.
Izvedba brtvljenja: Zahtjevi IP67 i IP68
IP67 zahtijeva da kućište izdrži uranjanje u vodu dubine do jednog metra trideset minuta bez ulaska u vodu. IP68 proširuje ovo na kontinuirano uranjanje na dubini dogovorenoj između proizvođača i krajnjeg korisnika — obično 1,5 m tijekom 30 minuta u automobilskim primjenama, iako OEM proizvođači električnih vozila često određuju zahtjevnije uvjete.
Postizanje ovih ocjena od žigosanog poklopca ovisi o tri čimbenika: ravnosti brtvene prirubnice, površinskoj obradi utora ili ruba koji je u kontaktu s brtvom i dimenzionalnoj konzistentnosti uzorka otvora za vijke koji sabija brtvu. Odstupanje ravnosti prirubnice od čak 0,1 mm tijekom dugog brtvljenja dovoljno je da se stvori razmak kroz koji voda može prodrijeti pod pritiskom. To je razlog zašto je dimenzijska tolerancija na brtvenim značajkama stroža nego na strukturnim značajkama — obično ±0,01 mm na dubini utora i širini brtvene kuglice.
Naš precizni dijelovi za utiskivanje automobilskih i električnih baterija proizvedeni su s geometrijom brtvenih utora validiranom u skladu sa specifikacijama dobavljača brtvila prije finalizacije proizvodnog alata, eliminirajući rizike kompresije i putanje curenja koji proizlaze iz neusklađenosti nominalnih dimenzija dizajna s nominalnim dimenzijama alata.
Naš Battery Cover Stamping Parts: Specification Overview
Naš battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Dijelovi imaju glatku završnu obradu (Ra ≤ 0,8 μm), s nultom tolerancijom na srh i bez deformacije, učinkovito štiteći jezgre baterije od prašine, vlage i vanjskih utjecaja uz postizanje IP67/IP68 integriteta brtvljenja. Podržavaju besprijekornu integraciju s kućištima baterija i mogu se prilagoditi s integriranim montažnim izbočinama, utorima za brtvljenje, rupama, prirubnicama ili strukturama za savijanje na temelju specifičnih instalacijskih potreba, uključujući odredbe za visokonaponske konektore i sučelja za hlađenje.
S izvrsnom strukturnom stabilnošću i otpornošću na koroziju, ovi dijelovi za utiskivanje baterija za EV povećavaju ukupnu sigurnost i trajnost baterijskih sustava. Prikladni su za masovna proizvodnja (500K – 10M dijelova godišnje) , osiguravajući isplativost i pouzdanu opskrbu za proizvođače originalne opreme i proizvođače baterija, uz podršku IATF 16949 certifikata kvalitete.
Prilagodba: izbočine, utori, prirubnice i funkcionalna sučelja
Ne postoje dva dizajna paketa baterija s istom geometrijom poklopca. EV platforme se razlikuju po formatu ćelija (cilindrične, prizmatične, torbice), rasporedu modula, arhitekturi upravljanja toplinom i pozicioniranju konektora — a svaka se varijacija širi u dizajn poklopca kao različita kombinacija značajki.
Najčešći zahtjevi za prilagodbu spadaju u pet kategorija. Montažne glave — uzdignute jastučiće s navojima ili rupama za zazor — locirajte poklopac na kućištu baterije i rasporedite opterećenje stezanja dalje od spoja za brtvljenje. Žljebovi za brtvljenje moraju biti usklađeni po širini, dubini i radijusu sa specifikacijom brtve ili O-prstena, s dovoljno malim tolerancijama da jamče navedeni omjer kompresije u cijelom proizvodnom rasponu. Izrezi i probušene rupe za konektore, ventilacijske otvore i senzore treba postaviti u odnosu na perimetar brtvljenja s istom točnošću kao i značajke spajanja poklopca na kućištu. Prirubnice i konstrukcije za savijanje dodajte krutost, stvorite značajke lociranja sklopa ili oblikujte točke pričvršćivanja za susjedne module. Sučelja za hlađenje — udubljenja ili prolazne značajke koje povezuju poklopac s rashladnim krugom tekućine — zahtijevaju posebno strogu kontrolu dimenzija kako bi se osigurala nepropusna veza s razvodnicima za hlađenje.
Sve ove značajke moguće je postići u procesu dubokog izvlačenja i progresivnog žigosanja. Kritični preduvjet je da se alat od samog početka dizajnira imajući na umu proizvodne tolerancije, a ne nominalne dimenzije — jer će značajka koja je geometrijski ispravna na 3D modelu, ali alatom obrađena na nominalnu vrijednost bez margine sposobnosti procesa proizvesti odbačene materijale u trenutku kada se uvjeti procesa pomaknu.
Naš mogućnosti dizajna kalupa za duboko izvlačenje u automobilima i električnim vozilima osigurati da je svaka prilagođena značajka projektirana za stabilnost proizvodnje od prve probe kalupa, smanjujući cikluse ponavljanja između odobrenja prototipa i pokretanja masovne proizvodnje.
Sposobnost masovne proizvodnje i osiguranje kvalitete
Proizvođači originalne opreme baterija i dobavljači prve razine trebaju više od dijela koji prolazi inspekciju uzorka. Potreban im je opskrbni lanac sposoban za isporuku 500.000 do 10 milijuna ili više dijelova godišnje s dosljednom kvalitetom, predvidljivim rokovima isporuke i sustavom upravljanja kvalitetom koji generira podatke potrebne za podršku revizijama kupaca i regulatornim podnescima.
Certifikat IATF 16949 osnovni je standard kvalitete za lance opskrbe automobila. Nalaže da statistička kontrola procesa, analiza mjernog sustava i procesi odobravanja proizvodnih dijelova budu uspostavljeni i dokumentirani — ne samo pri lansiranju dobavljača, već kontinuirano tijekom proizvodnog ciklusa. Konkretno za žigosanje poklopca baterije, to znači da se kritične dimenzije značajki brtvljenja, ravnost prirubnice i položaj rupa mjere na definiranom planu uzorkovanja za svaku proizvodnu seriju, s rezultatima koji se prate i pregledavaju u odnosu na kontrolna ograničenja.
Pri proizvodnim količinama iznad nekoliko stotina tisuća dijelova godišnje, automatizacija žigosanja postaje neophodna za održavanje dosljednosti. Tehnologija servo preše omogućuje kontrolu sile i položaja u svakoj fazi hoda, kompenzirajući varijacije debljine materijala i trošenje matrice na način na koji mehaničke preše s fiksnom brzinom ne mogu. Naš oprema za automatizaciju štancanja integrira kontrolu preše, senzor u kalupu i inspekciju dijelova kako bi se održala dimenzijska stabilnost tijekom dugih proizvodnih serija bez povećane intervencije operatera.
Certifikacija ulaznog materijala, izvješća o inspekciji prvog artikla, izvješća o mjerenju dimenzija i provjera završne obrade površine daju se kao standardna dokumentacija za svaki proizvodni nalog — dajući timovima za nabavu i kvalitetu evidenciju sljedivosti potrebnu za podršku vlastitim obvezama kupaca.
Kvalificiranje dobavljača za žigosanje poklopca baterije: Što provjeriti
Proces kvalifikacije dobavljača za dijelove za utiskivanje poklopca baterije trebao bi nadilaziti pregled uzorka. To su područja koja određuju može li dobavljač održati kvalitetu u količini, a ne samo proizvesti prihvatljive uzorke.
Vlasništvo alata i program održavanja. Potvrdite tko je vlasnik proizvodnog alata i koji je interval održavanja matrice. Dobavljač koji odgađa održavanje kako bi maksimizirao vrijeme neprekidnog rada tiska na kraju će proizvesti dijelove koji su izvan tolerancije bez upozorenja.
Mogućnost mjerenja značajki brtvljenja. Zatražite podatke o mjeraču R&R o utoru za brtvljenje i mjerenju ravnosti prirubnice. Mjerni sustav s više od 10% varijacije u odnosu na područje tolerancije ne može pouzdano razlikovati sukladne od nesukladnih dijelova.
Sljedivost materijala. Baterijski aluminij i čelik moraju biti sljedivi do certifikata tvornice. Za opskrbne lance certificirane od strane IATF-a ovo je obavezno; za neautomobilske primjene to je još uvijek jedini način da se provjeri da materijal zadovoljava specificiranu leguru i temperaturu.
Proces tranzicije od prototipa do proizvodnje. Dobavljač s dokumentiranim procesom APQP (Advanced Product Quality Planning) identificirat će potencijalne kvarove u procesu prije nego što se proizvodni alat izreže — čime se smanjuje rizik od kašnjenja lansiranja uzrokovanog problemom dizajna za proizvodnju koji je bio vidljiv iz crteža, ali nikada nije eskalirao.
Za proizvođače originalne opreme i proizvođače baterija koji ocjenjuju partnere za žigosanje, naš usluge razvoja i kvalifikacije žigosanja po narudžbi strukturirani su točno oko ovih zahtjeva — od početnog pregleda DFM-a preko podnošenja PPAP-a do proizvodnje u stabilnom stanju.
Prethodni post
Visokotvrdi legirani čelik u kalupima za utiskivanje
Sljedeći post
Metalni utisnuti dijelovi za kućanske aparate: materijali, preciznost i prilagođena rješenja
Naš Proizvodi.
Započnite svoj posao s OEM proizvođačem upravo ovdje!
Omogućite globalnim klijentima cjelovita rješenja po principu "ključ u ruke".
kroz
inovativnost!
BRZE LINKOVE
VIJESTI
KONTAKT PODACI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Autorska prava © Suzhou Shuangqisi Mold Equipment Co., Ltd. Sva prava pridržana. Prilagođena matrica za utiskivanje Proizvođači matrica za utiskivanje metala
